Lavorazione dell'inserto articolare della protesi al ginocchio
Ottimizza la produzione di componenti e protesi medicali, tagliando i costi e creando finiture superficiali di alta qualità con utensili adatti a ogni materiale e componenti da lavorare.La sofisticazione delle attuali protesi totali del ginocchio aumenta la complessità nella fabbricazione di dispositivi medicali. Adesso che le scansioni digitali possono catturare la precisa configurazione strutturale del ginocchio di un paziente e che la stampa 3D può replicarla in una protesi del ginocchio, alcuni impianti diventano pezzi unici realizzati attraverso una produzione caratterizzata da elevata diversificazione e bassi volumi, anche se la produzione di massa rimane la norma.
All'interno della protesi totale del ginocchio, tre componenti pongono diversi gruppi di sfide di fabbricazione, compreso l'inserto articolare in plastica di polietilene ad altissimo peso molecolare (UHMWPE). Le sue superfici morbide richiedono una topografia ideale e finiture superficiali con Ra pari a 0,2-0,4 per rendere la protesi del ginocchio veramente funzionale. L'inserto articolare deve adattarsi ai contorni di due parti metalliche con estrema precisione.
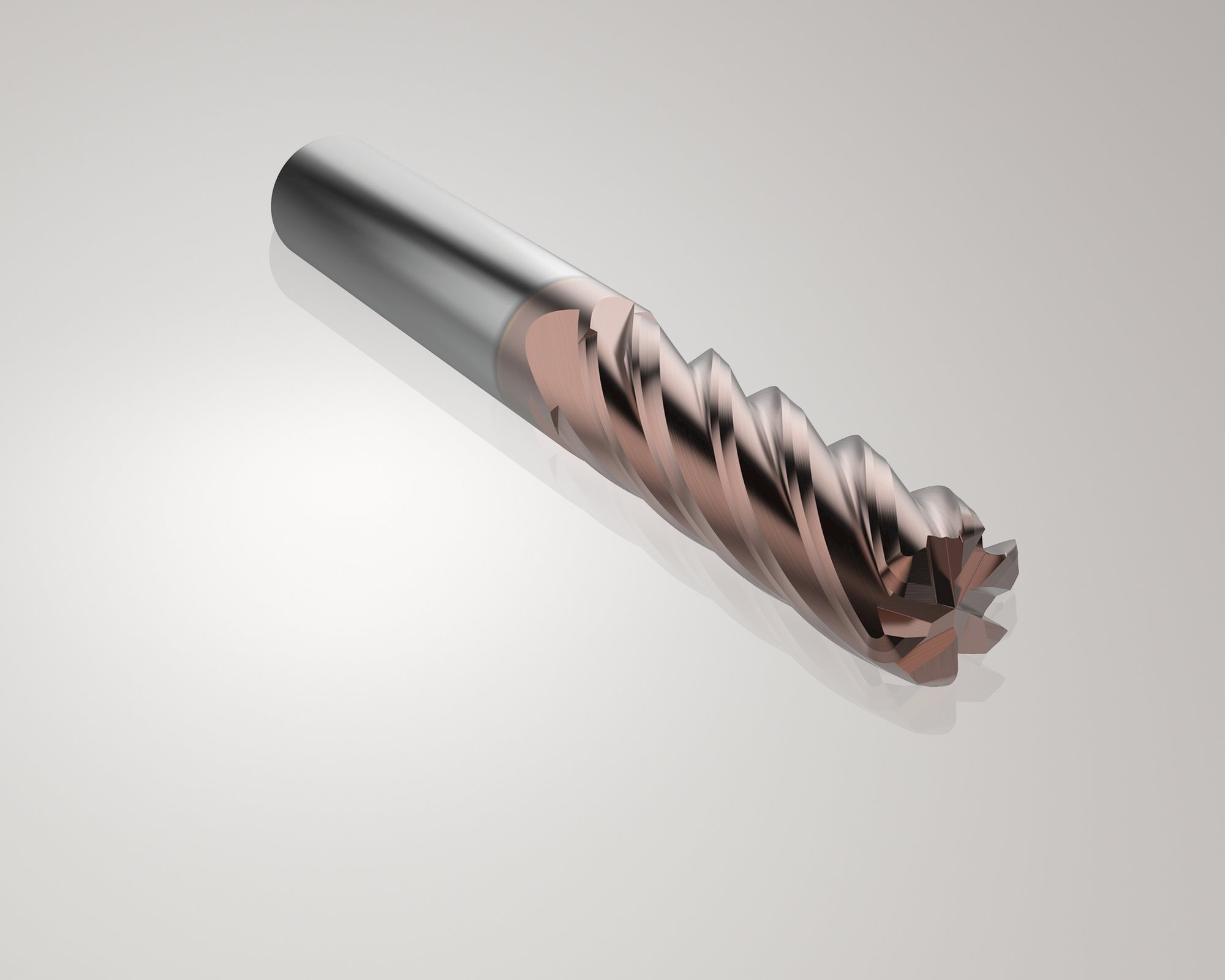
Le officine meccaniche possono ridurre i tempi di ciclo e migliorare la qualità impiegando utensili che ottimizzano la produzione e tollerano lunghi periodi di lavorazione impresenziata. Per gli inserti articolari, Seco offre la fresa in metallo duro Premier Finish, che riduce i tempi di ciclo da 20-50 minuti a 10-15 secondi. A differenza delle frese a testa sferica, questo utensile personalizzato ricondizionabile esegue la finitura di un inserto articolare in un solo passaggio.
In teoria, i produttori di utensili si basano sulla propria conoscenza delle industrie dei loro clienti per produrre e consigliare gli utensili ideali per ogni processo. Questo servizio aiuta i clienti a ottimizzare la produzione, aumentare la qualità e migliorare la produttività. Il produttore di utensili, svolgendo il ruolo di consulente e partner di fiducia, dimostra l’importanza di scegliere il fornitore giusto.
In una protesi totale del ginocchio, l'inserto articolare ammortizza le parti metalliche opposte, simulando la funzione della cartilagine nell'articolazione naturale del ginocchio. Realizzato in plastica di polietilene ad altissimo peso molecolare (UHMWPE), l'inserto articolare funge da ammortizzatore per le sollecitazioni dovute al peso ed elimina il contatto metallo su metallo. Il pezzo deve accoppiarsi perfettamente con la superficie piatta del vassoio tibiale e le curve complesse dei condili femorali, con una precisione superficiale tra Ra 0,2-0,4.
Le pressioni costanti dei clienti costringono i produttori ad aumentare la produzione e a ridurre i costi per pezzo, in particolare attraverso la produzione non presidiata. Il successo della produzione non presidiata dipende dalla capacità di mantenere i tempi di ciclo più brevi possibili e di minimizzare o eliminare i processi secondari. Allo stesso tempo, il processo deve raggiungere gli standard specificati per quanto riguarda la geometria e la finitura superficiale.
La superficie superiore dell'inserto articolare corrisponde alla forma a doppio piatto dei condili femorali. I requisiti di qualità delle superfici aumentano la complessità di questa parte. Una lavorazione riuscita delle superfici di un inserto articolare destinate al contatto con i condili dipende da tagli senza vibrazioni per operazioni affidabili e ininterrotte. L'ottimizzazione della produzione deve ridurre i colli di bottiglia, migliorare le finiture superficiali, eliminare le bave e ridurre al minimo i processi secondari manuali. I produttori cercano soprattutto di eliminare la possibilità di dovere scartare parti difettose.
Un utensile personalizzato offre le scelte ottimali per questo compito di produzione. La scansione a bassa sovrapposizione della superficie di un inserto articolare con una fresa a punta sferica - come quelle della serie JH450 - può fornire risultati eccellenti, ma può comportare tempi di ciclo di 20-50 minuti. I produttori possono invece optare per l’utensile per condili Premier Finish in metallo duro. Questa fresa ultra affilata può ridurre i tempi di ciclo a 10-15 secondi. Le frese a candela non rivestite delle serie J93/J99 offrono prestazioni eccellenti per piccoli particolari e finiture.
La fresa in metallo duro Premier Finish produce finiture superficiali ideali con una velocità di produzione elevata, soddisfacendo le esigenze dei produttori in materia di volume di produzione e qualità dei pezzi. I produttori possono ammortizzare ulteriormente i costi, perché questo utensile può essere ricondizionato.
Idealmente, un fornitore di utensili non si limita ad offrire solo ottimi utensili con una lunga durata. Attraverso anni di esperienza, Seco ha accumulato un grande volume di competenze che migliora l'approccio alla produzione di impianti medicali. Aiutiamo i nostri clienti a ottimizzare i propri processi di produzione, a ridurre i tempi di ciclo e a ottenere le finiture superficiali di cui hanno bisogno.
Contattaci per parlare con uno dei nostri esperti di lavorazioni di componenti e protesi medicali