ยกระดับคุณภาพเกลียวและความคุ้มค่าด้วยผู้เชี่ยวชาญของ Seco
ยิ่งคุณรู้เกี่ยวกับดอกต๊าปมากเท่าไหร่ คุณก็สามารถปรับปรุงคุณภาพเกลียวและเพิ่มประสิทธิภาพต้นทุนได้มากเท่านั้น ไม่ว่าคุณจะมีคำถามเกี่ยวกับการต๊าปตัวสุดท้าย, ปลายร่องเฉียง, ร่องตรงหรือดอกต๊าปรีดเกลียว ผู้เชี่ยวชาญของ Seco มีคำตอบที่คุณต้องการ
สารบัญ
ข้อควรพิจารณาเบื้องต้นเมื่อเลือกดอกต๊าปที่เหมาะสมคือขนาดของรูที่จะต๊าป ไม่ว่าจะเป็นรูตันหรือรูทะลุ ประเภทของเกลียว ขนาดและความคลาดเคลื่อนที่ต้องการ และลักษณะของวัสดุชิ้นงานที่เกี่ยวข้อง จากนั้น ปรับให้เหมาะกับการทำเกลียวของคุณโดยเฉพาะ ซึ่งจะขึ้นอยู่กับรูปทรงของดอกต๊าป ร่องฟันและชนิดลบคม
ชนิดของรูที่จะทำการต๊าปจะกำหนดตัวเลือกของรูปทรงดอกต๊าป รูปแบบของร่องดอกต๊าปประกอบด้วยร่องตรง, เกลียวและแบบผสมระหว่างร่องตรงและปลายเกลียว

- ร่องตรง: แนะนำให้ใช้ดอกต๊าปเหล่านี้เป็นหลักสำหรับวัสดุชิ้นงานที่สร้างเศษสั้น ร่องดอกต๊าปจะคายเศษเพียงบางส่วนเท่านั้น ซึ่งจะเคลื่อนไปตามแกนอย่างช้า ๆ จึงเป็นเหตุผลว่าทำไมจึงเหมาะกับการใช้งานรูทะลุ ดอกต๊าปเหล่านี้จัดการความยาวเกลียวได้ถึง 1.5x เส้นผ่านศูนย์กลางดอกต๊าป

- ร่องตรงมีปลายเฉียง: ออกแบบมาสำหรับรูทะลุ ดอกต๊าปเกลียวเหล่านี้ยาวเต็มรู เมื่อใช้ร่วมกับการลบคมชนิด B (ดูส่วนการลบคมด้านล่าง) ปลายเฉียงของดอกต๊าปเปล่านี้จะเคลื่อนเศษที่บดให้แน่นไปในทิศทางของการป้อนและป้องกันไม่ให้ร่องอุดตัน นอกจากนี้ยังช่วยให้น้ำหล่อเย็นเข้าถึงพื้นที่การตัดได้อย่างอิสระมากขึ้น ดอกต๊าปเหล่านี้สร้างความยาวเกลียวได้ถึง 3x เส้นผ่านศูนย์กลางดอกต๊าป

- ร่องเกลียว: สำหรับวัสดุชิ้นงานที่สร้างเศษยาว ดอกต๊าปร่องเกลียวให้การคายเศษที่ดีในทิศทางจากรูไปยังด้าม ดอกต๊าปเหล่านี้สามารถสร้างเกลียวได้ถึง 2.x เส้นผ่านศูนย์กลางดอกต๊าป ขึ้นอยู่กับเส้นผ่านศูนย์กลางของรู
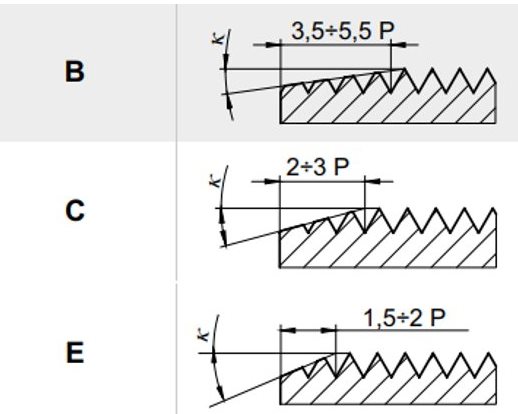 การลบคมดอกต๊าปคือเทเปอร์ของเกลียวที่กระจายแรงตัดผ่านฟันหลายอัน โดยทั่วไป ชนิดของรูที่จะต๊าปเกลียวจะกำหนดชนิดของการลบคมที่เหมาะสมที่จะใช้ การลบคมทั่วไปมีสามชนิด: B, C และ E
การลบคมดอกต๊าปคือเทเปอร์ของเกลียวที่กระจายแรงตัดผ่านฟันหลายอัน โดยทั่วไป ชนิดของรูที่จะต๊าปเกลียวจะกำหนดชนิดของการลบคมที่เหมาะสมที่จะใช้ การลบคมทั่วไปมีสามชนิด: B, C และ E
ชนิดการลบคม B = 3.5 – 5 x เกลียว ลบคมยาว: ให้แรงบิดสูงและคุณภาพพื้นผิวดีที่สุด การลบคมนี้สร้างเศษบางและแรงดันต่ำที่ลบคม ขณะที่รับประกันอายุการใช้งานที่ยาวนานขึ้น ใช้บ่อยที่สุดสำหรับดอกต๊าปปลายเฉียง
ชนิดลบคม C = 2 – 3.5 x เกลียว ลบคมปานกลาง: ลักษณะของการลบคมนี้ประกอบด้วยแรงบิดต่ำ ให้คุณภาพพื้นผิวที่ดี ความหนาเศษปกติและแรงดันปานกลางที่ลบคม นี่เป็นแบบมาตรฐานที่ได้รับการจัดอันดับสำหรับอายุการใช้งานที่ดีและมักใช้กับรูตันและดอกต๊าปร่องเกลียว
ชนิดลบคม E = 1.5 – 2 x เกลียว ลบคมสั้น: สำหรับแรงบิดต่ำและคุณภาพพื้นผิวที่ดี การลบคมสร้างเศษที่หนาและแรงดันสูงที่ลบคม ถือว่าเป็นแบบที่สุดโต่งที่ใช้เมื่อช่องว่างที่ก้นหลุมมีจำกัด
ดอกต๊าปตัดเกลียวและดอกต๊าปรีดเกลียวต่างกันอย่างไร?
ดอกต๊าปสร้างเกลียวโดยการตัดและนำวัสดุออกจากรู หรือโดยการดันและขึ้นรูปวัสดุให้เป็นรูปร่างที่ต้องการโดยไม่ต้องนำวัสดุออก ทั้งสองวิธีมีข้อดีและข้อเสีย
มีการใช้กลยุทธ์หลายอย่างเพื่อปรับปรุงประสิทธิภาพดอกต๊าป การเคลือบเครื่องมือแข็งช่วยเพิ่มการหล่อลื่น เพื่อให้เศษลื่นไหลและคายเศษได้ดีขึ้น ลดการสะสมที่คมตัด ปรับปรุงผิวสำเร็จและลดการสึกหรอจากการเสียดสี การเคลือบผิวยังทำให้ผิวดอกต๊าปแข็งขึ้นและเป็นเกราะป้องกันความร้อนระหว่างคมตัดและชิ้นงาน
วัสดุเคลือบ ส่วนใหญ่มักจะเป็นไทเทเนียมไนไตรด์ ถูกนำไปใช้กับคมตัดของดอกต๊าปผ่านกระบวนการที่เรียกว่าการตกเคลือบด้วยไอทางกายภาพ (PVD) PVD ใช้กระบวนการทางกายภาพ เช่น การให้ความร้อนหรือการสปัตเตอริงเพื่อผลิตไอระเหยของวัสดุ ซึ่งจากนั้นจะเกาะอยู่บนวัตถุที่เคลือบ
การเคลือบ PVD แบบเรียบมีค่าสัมประสิทธิ์แรงเสียดทานต่ำ พร้อมความแข็งและความทนทานต่อการสึกหรอสูง ช่วยเพิ่มความแม่นยำในการต๊าปและยืดอายุการใช้งานเครื่องมือ วัสดุเคลือบอื่น ๆ เช่น ไทเทเนียมคาร์บอนไนไตรด์ให้ความทนทานต่อการเสียดสีขั้นสูง และสารประกอบอลูมินามีความทนทานต่ออุณหภูมิสูงได้ดีกว่า

น้ำหล่อเย็นจำเป็นหรือไม่ และควรใช้อย่างไร?
น้ำหล่อเย็นและการหล่อลื่นระหว่างขั้นตอนการต๊าปช่วยเพิ่มอายุการใช้งานเครื่องมือและคุณภาพเกลียวได้อย่างมาก โดยเฉพาะอย่างยิ่งเมื่อแรงเสียดทานเพิ่มอุณหภูมิการตัดในชิ้นงานที่แข็ง เช่น เหล็กกล้าอัลลอยหรือสเตนเลส
 สารหล่อเย็นอิมัลชั่นทั่วไปสำหรับการต๊าปประกอบด้วยน้ำมัน 8-12% ตัวเลือกอื่น เช่น การหล่อลื่นปริมาณขั้นต่ำ (MQL) ให้คุณภาพการหล่อลื่นและการระบายความร้อนที่ดี ขณะที่จำกัดปัญหาสิ่งแวดล้อมและสุขภาพที่เกี่ยวข้องกับสารหล่อเย็นที่ใช้น้ำมัน โดยทั่วไปแล้วของเหลวและกาวสำหรับการทำเกลียวจะทำด้วยมือและใช้เมื่อไม่สามารถใช้สารหล่อเย็นได้อย่างต่อเนื่อง
สารหล่อเย็นอิมัลชั่นทั่วไปสำหรับการต๊าปประกอบด้วยน้ำมัน 8-12% ตัวเลือกอื่น เช่น การหล่อลื่นปริมาณขั้นต่ำ (MQL) ให้คุณภาพการหล่อลื่นและการระบายความร้อนที่ดี ขณะที่จำกัดปัญหาสิ่งแวดล้อมและสุขภาพที่เกี่ยวข้องกับสารหล่อเย็นที่ใช้น้ำมัน โดยทั่วไปแล้วของเหลวและกาวสำหรับการทำเกลียวจะทำด้วยมือและใช้เมื่อไม่สามารถใช้สารหล่อเย็นได้อย่างต่อเนื่อง
ตัวเลือกที่ดีที่สุดสำหรับวัสดุที่เหนียวคือการใช้เครื่องมือระบายความร้อนด้วยช่องจ่ายน้ำหล่อเย็นที่ส่งสารหล่อเย็นไปยังบริเวณพื้นที่การตัดโดยตรง สำหรับประสิทธิภาพในระดับต่าง ๆ SECO ขอเสนอผลิตภัณฑ์ดอกต๊าปตัดเกลียวรุ่น T32 และ T34 และดอกต๊าปรีดเกลียวรุ่น T33 ที่ตอบสนองความต้องการเฉพาะของโรงงาน
สำหรับการต๊าปรูตัน ให้พิจารณาระบบจ่ายน้ำหล่อเย็นภายในแบบแกน ขณะที่การต๊าปรูทะลุเหมาะที่สุดสำหรับระบบจ่ายน้ำหล่อเย็นภายในแบบรัศมี
เพิ่มประสิทธิภาพการต๊าปเกลียวของคุณด้วยคู่มือ/เอกสารทางเทคนิคของเรา เส้นผ่านศูนย์กลางดอกต๊าปที่แนะนำสำหรับขนาดรูเฉพาะเจาะจงดูได้จากแคตตาล็อกและแหล่งข้อมูลออนไลน์
อย่างไรก็ตาม ขนาดด้ามดอกต๊าปจะขึ้นอยู่กับตำแหน่งของรูบนชิ้นส่วน ด้ามเสริมแรงจะมีประสิทธิภาพเมื่อ
การเข้าถึงรูไม่มีสิ่งกีดขวาง แต่เมื่อรูอยู่ใกล้กับผนังชิ้นส่วนหรือคุณลักษณะอื่น ๆ อาจจำเป็นต้อง
เลือกความยาวของด้ามที่ลดลงหรือยาวขึ้นเพื่อหลีกเลี่ยงการชนกัน เรียนรู้เพิ่มเติมที่นี่ |
ประสิทธิภาพด้านต้นทุนและความยั่งยืนของโรงงานโดยรวมเกี่ยวข้องกับความสมดุลระหว่างประสิทธิภาพของเครื่องมือและความอเนกประสงค์ แม้ว่าประสิทธิภาพจะช่วยยืดอายุการใช้งานเครื่องมือและปริมาณงาน แต่ดอกต๊าปประสิทธิภาพสูงก็มีราคาแพง ความสามารถรอบด้านช่วยควบคุมต้นทุนสินค้าคงคลัง โดยเฉพาะอย่างยิ่งในการผลิตที่มีความหลากหลายสูง/จำนวนน้อย แต่อาจไม่ทนทานต่อการใช้งานที่ท้าทายและการทำงานพิเศษ เช่น วัสดุทนความร้อน
อย่างไรก็ตาม เครื่องมือที่สามารถนำไปใช้อย่างมีประสิทธิภาพกับวัสดุชิ้นงานที่หลากหลายจะช่วยลดต้นทุนสินค้าคงคลังและทำให้การเลือกเครื่องมือง่ายขึ้น

ปัญหาของการต๊าปและโซลูชั่นทั่วไปมีอะไรบ้าง?
เกลียวที่แน่นเกินไปโดยมีค่าความคลาดเคลื่อนต่ำกว่าที่คาดไว้ มักจะพบในการทำเกลียวสเตนเลสหรือเหล็กกล้าอัลลอยที่สร้างอุณหภูมิสูงระหว่างการตัดเฉือน เมื่อดอกต๊าปหยุดที่ก้นของรู วัสดุจะเริ่มเย็นลงและขนาดเกลียวจะลดลง
ดอกต๊าปประสิทธิภาพสูงที่เคลือบแบบพิเศษ เช่น Seco T34 มีชั้นบนสุดทำจากคาร์บอนจะช่วยขจัดปัญหานี้ได้ นอกจากนี้ การใช้น้ำหล่อเย็นที่แนะนำร่วมกับรูปทรงเครื่องมือที่เหมาะสมจะช่วยแก้ปัญหานี้ได้
ในบางกรณี ดอกต๊าปร่องเกลียวที่ไม่มีการเตรียมคมตัดที่เหมาะสมในตัวจับยึดเครื่องมือแบบอิสระที่มีความยืดหยุ่น สามารถเข้าถึงรูได้เร็วกว่าที่คาดไว้ ส่งผลให้เกลียวมีขนาดและระยะพิทซ์ไม่ถูกต้อง
เพื่อแก้ไขสถานการณ์นี้ ให้เลือกดอกต๊าปที่มีมุมเกลียวต่ำลงและใช้ตัวจับยึดเครื่องมือที่แข็งแกร่งหรือแบบที่มีการชดเชยแนวแกนน้อยที่สุด
ในการปรับปรุงการก่อตัวของเศษซึ่งจะช่วยให้การคายเศษง่ายขึ้น ให้เพิ่มความเร็วตัด อย่างไรก็ตาม ความเร็วตัดที่เพิ่มขึ้นจะส่งผลต่อการสึกหรอของเครื่องมือและอายุการใช้งาน ซึ่งต้องมีการตรวจสอบเครื่องมืออย่างมีระเบียบแบบแผนเป็นประจำ
 เริ่มต้นใช้ดอกสว่านเจาะนำศูนย์ (เมื่อใช้ดอกสว่านที่ทำจากเหล็กกล้าความเร็วสูงเท่านั้น) ที่ตำแหน่งรู จะช่วยให้ได้ตำแหน่งที่แม่นยำสำหรับการเจาะรู โดยใช้ดอกสว่านต๊าปเกลียวที่มีขนาดถูกต้อง เส้นผ่านศูนย์กลางดอกสว่านจะแตกต่างกันสำหรับดอกต๊าปและดอกต๊าปรีดเกลียว ดูตารางผู้ผลิตสำหรับเส้นผ่านศูนย์กลางดอกสว่านที่สัมพันธ์กับขนาดอกต๊าปที่ต้องการ ดอกต๊าปรีดเกลียว SECO มีการทำเครื่องหมายเลเซอร์ที่ด้ามซึ่งระบุเส้นผ่านศูนย์กลางดอกสว่านที่ถูกต้อง
เริ่มต้นใช้ดอกสว่านเจาะนำศูนย์ (เมื่อใช้ดอกสว่านที่ทำจากเหล็กกล้าความเร็วสูงเท่านั้น) ที่ตำแหน่งรู จะช่วยให้ได้ตำแหน่งที่แม่นยำสำหรับการเจาะรู โดยใช้ดอกสว่านต๊าปเกลียวที่มีขนาดถูกต้อง เส้นผ่านศูนย์กลางดอกสว่านจะแตกต่างกันสำหรับดอกต๊าปและดอกต๊าปรีดเกลียว ดูตารางผู้ผลิตสำหรับเส้นผ่านศูนย์กลางดอกสว่านที่สัมพันธ์กับขนาดอกต๊าปที่ต้องการ ดอกต๊าปรีดเกลียว SECO มีการทำเครื่องหมายเลเซอร์ที่ด้ามซึ่งระบุเส้นผ่านศูนย์กลางดอกสว่านที่ถูกต้อง
แม้ว่าดอกสว่านบางขนาดจะได้รับการอนุมัติสำหรับดอกต๊าปบางขนาด แต่บางครั้งการใช้ดอกสว่านที่ใหญ่กว่าที่แนะนำเล็กน้อยก็สามารถช่วยได้ ตัวอย่าง เช่น การใช้ดอกสว่านเส้นผ่านศูนย์กลาง 5.1 มม. แทนเส้นผ่านศูนย์กลางที่แนะนำคือ 5 มม. จะช่วยขจัดวัสดุได้มากขึ้นและลดแรงกดบนดอกต๊าป การใช้เส้นผ่านศูนย์กลางที่ใหญ่ที่สุดเท่าที่จะเป็นไปได้ช่วยลดแรงตัดการต๊าปและยืดอายุการใช้งานเครื่องมือ
เมื่อการเจาะรูเสร็จสิ้น ควรตรวจสอบเส้นผ่านศูนย์กลางรูโดยใช้ปลั๊กเกจ เพื่อยืนยันว่ารูเป็นไปตามข้อกำหนดด้านขนาดและพิกัดความคลาดเคลื่อน
การลบคมปากรูก่อนทำการต๊าป ช่วยให้ดอกต๊าปเข้าไปในรูได้ง่ายขึ้นและปรับปรุงการคายเศษ ขั้นตอนสุดท้ายในการต๊าปคือ การตรวจสอบความถูกต้องของเกลียวด้วยปลั๊กเกจเกลียวที่เหมาะสม
ข้อกังวลที่ใหญ่ที่สุดข้อหนึ่งในะรหว่างขั้นตอนการต๊าปเกลียวคือการแตกของดอกต๊าป โดยทั่วไปแล้ว การต๊าปมักจะเป็นการทำงานขั้นตอนสุดท้ายของชิ้นส่วน และโรงงานได้ใช้เวลา (และค่าใช้จ่าย) ของการตัดเฉือนไปมากแล้วในขั้นตอนนี้ การทิ้งชิ้นส่วน ณ จุดนี้เป็นสาเหตุสำหรับสำหรับความกังวล
เลือกใช้รูปทรงดอกต๊าป การจัดตำแหน่งชิ้นส่วนและเครื่องจักรอย่างระมัดระวัง
ปฏิบัติตามพารามิเตอร์และคำแนะนำในการตัดของผู้ผลิตดอกต๊าป
ตรวจสอบคมตัดตามช่วงเวลาที่กำหนดไว้ เนื่องจากความเสียหายของร่องฟันอาจส่งผลให้ประสิทธิภาพการทำงานต่ำและเกิดการแตกหักได้
ตรวจสอบคุณภาพผิวรูและเส้นผ่านศูนย์กลางก่อนทำการต๊าป
ระมัดระวังการเปลี่ยนแปลงการใช้กำลังของเครื่องจักรและเสียงที่ผิดปกติ
การต๊าปด้วยเครื่องจักรจำเป็นต้องใช้อัตราป้อนของดอกต๊าปในการต๊าปรูใกล้เคียงกับการหมุนในแนวรัศมี การใช้ตัวจับยึดดอกต๊าปแบบอิสระสามารถบรรลุเป้าหมายนี้ได้ ตัวจับยึดแบบอิสระในตัวช่วยให้สามารถดึงดอกต๊าปเข้าหรืออกด้วยอัตราป้อนที่แปรผันตามความเร็วแกนหมุนและระยะพิทซ์
เพื่อความสม่ำเสมอในการทำเกลียวสูงสุด ผู้ผลิตเครื่องจักรเสนอตัวเลือกการต๊าปที่แข็งแกร่งเหมาะสำหรับอัตราป้อนดอกต๊าป รอบต่อนาทีและระยะพิทซ์ของเกลียวโดยอัตโนมัติ และทำให้ผู้ใช้สามารถดึงศักยภาพสูงสุดของดอกต๊าป และลดโอกาสการแตกหัก
วัสดุใดที่ใช้และวัสดุใดที่นำมาตัดเฉือน?
ด้วยผลิตภัณฑ์ที่ไม่เหมือนใครมากกว่า 800 รายการ ดอกต๊าปทำเกลียว Seco สามารถเจาะรูตันและรูทะลุในวัสดุหลากหลายประเภท รวมถึงวัสดุ ISO P (เหล็กกล้า), M (สเตนเลส), N (อะลูมิเนียม) และ K (เหล็กหล่อ) เพื่อให้ตรงกับการใช้งานและพารามิเตอร์การตัดแทบทั้งหมด เราใช้วัสดุที่หลากหลายสำหรับดอกต๊าปของเรา ได้แก่:




