10 conseils pour l'usinage des superalliages résistants à la chaleur (HRSA)
Apprenez à usiner des superalliages résistants à la chaleur.Les superalliages résistants à la chaleur (HRSA) sont bien connus pour être des alliages "difficiles à usiner". La famille des HRSA comprend des sous-catégories :
- nickel
- fer et
- alliages à base de cobalt.
Ils ont été développés spécifiquement pour les applications qui exigent des propriétés mécaniques et chimiques exceptionnelles à des températures élevées. Classiquement, ces alliages sont utilisés dans les extrémités chaudes des moteurs d'avion et de turbines. Au cours de la dernière décennie, ces matériaux ont trouvé leur place dans d'autres applications telles que la chimie, la médecine, l'exploitation minière et la conception de structures, où leurs propriétés à haute température ou leur résistance à la corrosion et à l'oxydation sont très recherchées.
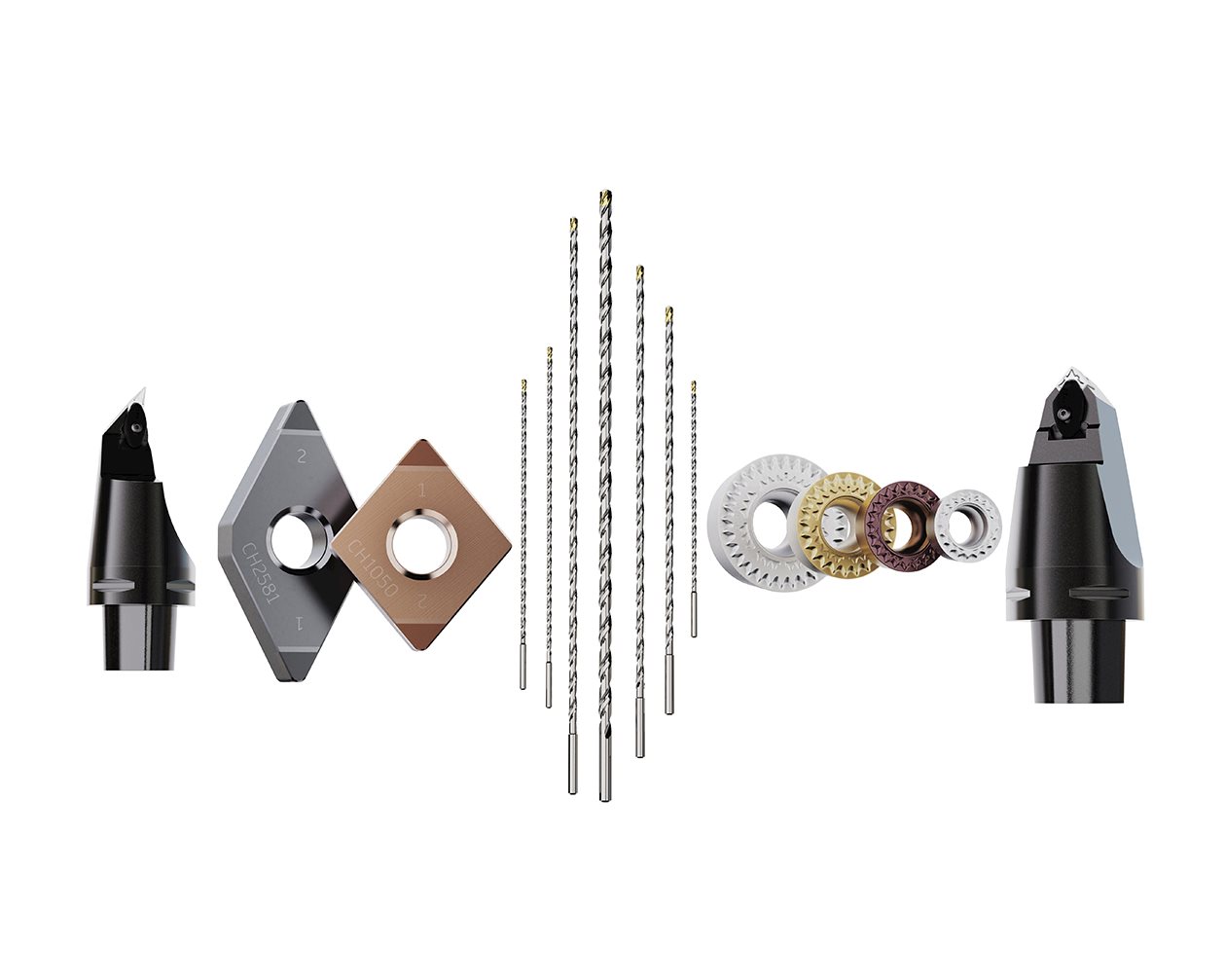
Chaque modification du métal visant à en améliorer les propriétés rend les choses encore plus difficiles pour nous, les opérateurs. Les modes de rupture typiques observés lors de l'usinage des superalliages sont l'usure par abrasion au niveau du rayon de l'outil, l'écaillage de l'arête de coupe et l'usure par entaille au niveau de la ligne de profondeur de coupe. La difficulté de l'usinage des superalliages se traduit principalement par une faible durée de vie de l'outil et un mauvais état de surface de la pièce usinée. Les principales raisons en sont les suivantes :
- Une faible conductivité thermique - les superalliages limitent le transfert de chaleur dans les copeaux et génèrent des températures de coupe élevées au niveau de l'arête de coupe. Cela peut entraîner une déformation de celle-ci.
- L'écrouissage - La plupart des superalliages se durcissent rapidement, ce qui signifie qu'une surface écrouie se constitue au cours de l'usinage. L'usure en entaille se produit au niveau de la ligne de profondeur de coupe, principalement en raison du durcissement du matériau pendant l'usinage.
- La dureté à chaud - la résistance mécanique élevée des superalliages à des températures élevées - comme lors de l'usinage - apparaît au niveau de la zone de coupe, ce qui entraîne des efforts de coupe importants sur l'arête de coupe. Cela peut entraîner l'écaillage ou la déformation des arêtes.
- L'abrasivité - Les HRSA subissent un traitement thermique avant l'usinage afin de modifier leurs propriétés, ce qui entraîne souvent la formation de précipités de carbure abrasifs ou d'autres particules de seconde phase. Ces particules dures provoquent une usure rapide de l'extrémité et en dépouille.
- Utilisez des profondeurs de passe relativement importantes avec une distance de coupe réduite ou des profondeurs de passe variant constamment pour minimiser l'usure en entaille due à l'écrouissage.
- Utilisez des géométries positives avec des revêtements PVD ; cela permet de réduire la pression et les ruptures.
- Utilisez des vitesses de coupe relativement faibles avec une avance importante pour réduire la production de chaleur et réduire les températures sur l'arête de coupe.
- Utilisez une émulsion haute pression dirigé pour maîtriser davantage la température.
- Utilisez une émulsion à base d'huile avec un niveau de concentration d'environ 12 à 15 % pour faciliter la lubrification de l'arête de coupe, ce qui augmentera la durée de vie de l'outil.
- Utilisez le plus grand rayon d'outil possible, car cette caractéristique répartit les efforts de coupe et la chaleur générée pendant le processus de coupe sur une plus grande surface de la plaquette, ce qui réduit l'usure de la pointe et augmente la durée de vie de l'outil.
- Utilisez également une plaquette "bouton" ou un outil avec un angle d'attaque plus important pour répartir les efforts de coupe sur une plus grande surface.
- Évitez les passes à vide, car cela entraînerait un frottement de l'outil, une usure prématurée et une augmentation de la chaleur, ce qui provoquerait un écrouissage.
- Lorsque vous fraisez sur des machines plus anciennes, maintenez une largeur de coupe ne dépassant pas 30 % du diamètre de l'outil afin de contrôler la production de chaleur et l'usure de l'outil.
- Dans le cas d'un usinage sur des machines récentes, utilisez des stratégies avancées de tournage et de fraisage dynamiques pour minimiser la génération de chaleur et l'usure de l'outil.
Pour plus d'informations ou pour obtenir de l'aide, contactez-nous ou visitez la page des solutions du segment de l'industrie aéronautique.
Suivez David Morr pour découvrir plus d'articles.
Inline Content - Survey
Current code - 5fce8e61489f3034e74adc64
Related content
Comment gérer les matériaux "difficiles à usiner"
Progrès dans l'usinabilité des superalliages
Tendances des matériaux et de l'usinage dans l'aéronautique
L'éthique de l'I.A.
Réduire les déchets. améliorer la durabilité
Pôles d'innovation Seco
Progrès dans l'usinabilité des superalliages
Inspiration Through Innovation
La R&D de Seco répond aux attentes de Scania
La Fabrication 3D chez Seco Tools offre de Nouvelles Opportunités
Seco lance des solutions innovantes pour optimiser l'usinage