Réduire la flexion de l'outil avec un court porte-à-faux
La flexion de l'outil est une forme de vibration qui se produit lorsque les efforts de coupe dynamiques de l'usinage repoussent l'outil face à la force de résistance de la pièce usinée. Découvrez les différentes façons de gérer la flexion de l'outil lors du fraisage.La déflexion de l'outil se produit lorsque les efforts de coupe dynamiques de l'usinage font céder l'outil face à la force de résistance de la pièce usinée. En d'autres termes, l'outil se plie en raison des charges mécaniques d'usinage.
La flexion de l'outil est une forme de vibrations qui se produit lors de l'usinage et celle-ci représente toujours un défi qui doit être résolu. Les vibrations se présentent sous de nombreuses formes, mais la stabilité de la machine-outil ou de l'outil de coupant est presque toujours au cœur de la solution. La flexion de l'outil peut provoquer un broutage qui, lorsqu'il est trop important, peut compromettre la qualité du processus d'usinage.
La flexion de l'outil et les phénomènes de vibration qui l'accompagnent pendant l'usinage sont à l'origine d'une série de problèmes, notamment :
- Une usure accrue incontrôlable et imprévisible des arêtes de coupe qui a un impact négatif sur la fiabilité du processus et réduit la durée de vie de l'outil ;
- Des états de surface de moindre qualité et une augmentation du nombre de pièces mises au rebut ou reprises ;
- Un sérieux manque de précision dimensionnelle.
Ces effets négatifs individuels causés par la flexion de l'outil ont également des répercussions sur l'économie de la production. Des vibrations excessives consomment et gaspillent de l'énergie, obligent les opérateurs à consacrer du temps à la résolution des problèmes et entraînent une usure excessive des outils, des cassures, des rebuts et des temps d'arrêt qui rendent l'usinage inefficace et non durable.
Il existe plusieurs façons de traiter la flexion de l'outil en fraisage. L'utilisation des systèmes de FAO, par exemple, est un moyen d' optimiser les trajectoires des outils. D'autres approches sont possibles :
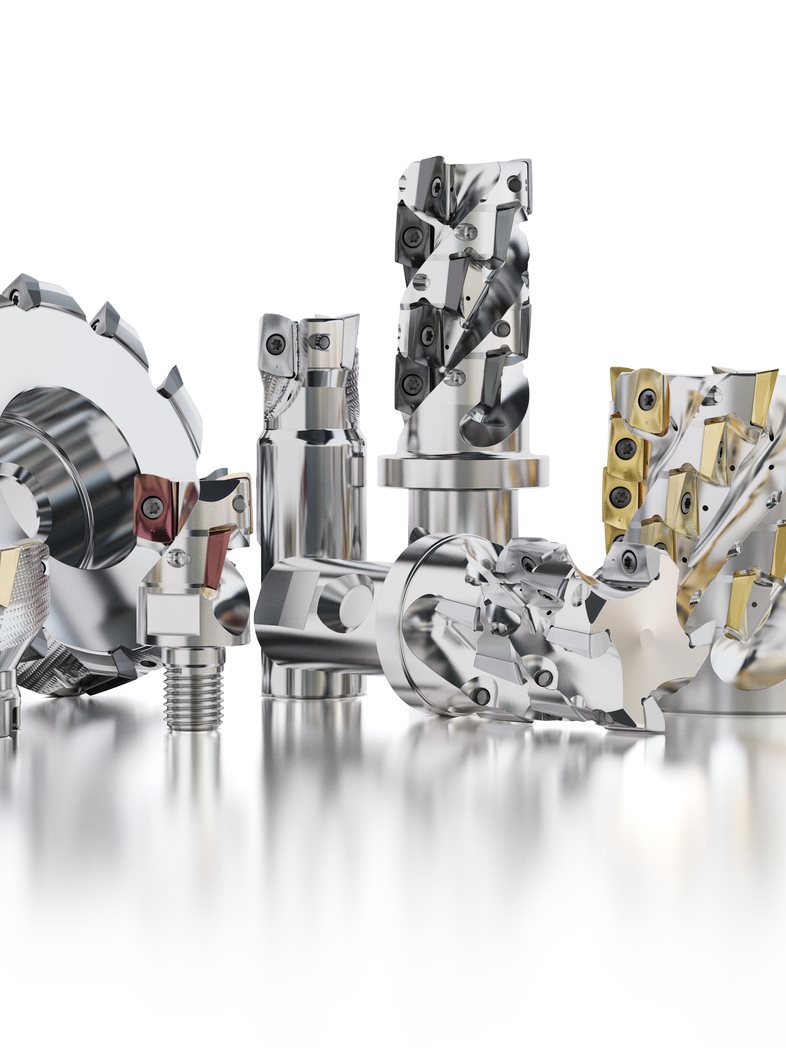
- Utiliser des fraises à pas larges et les fixer avec le porte-à-faux le plus court possible ;
- Sélectionner des outils avec des géométries positives ;
- Utiliser des nuances carbure avec des revêtements minces ;
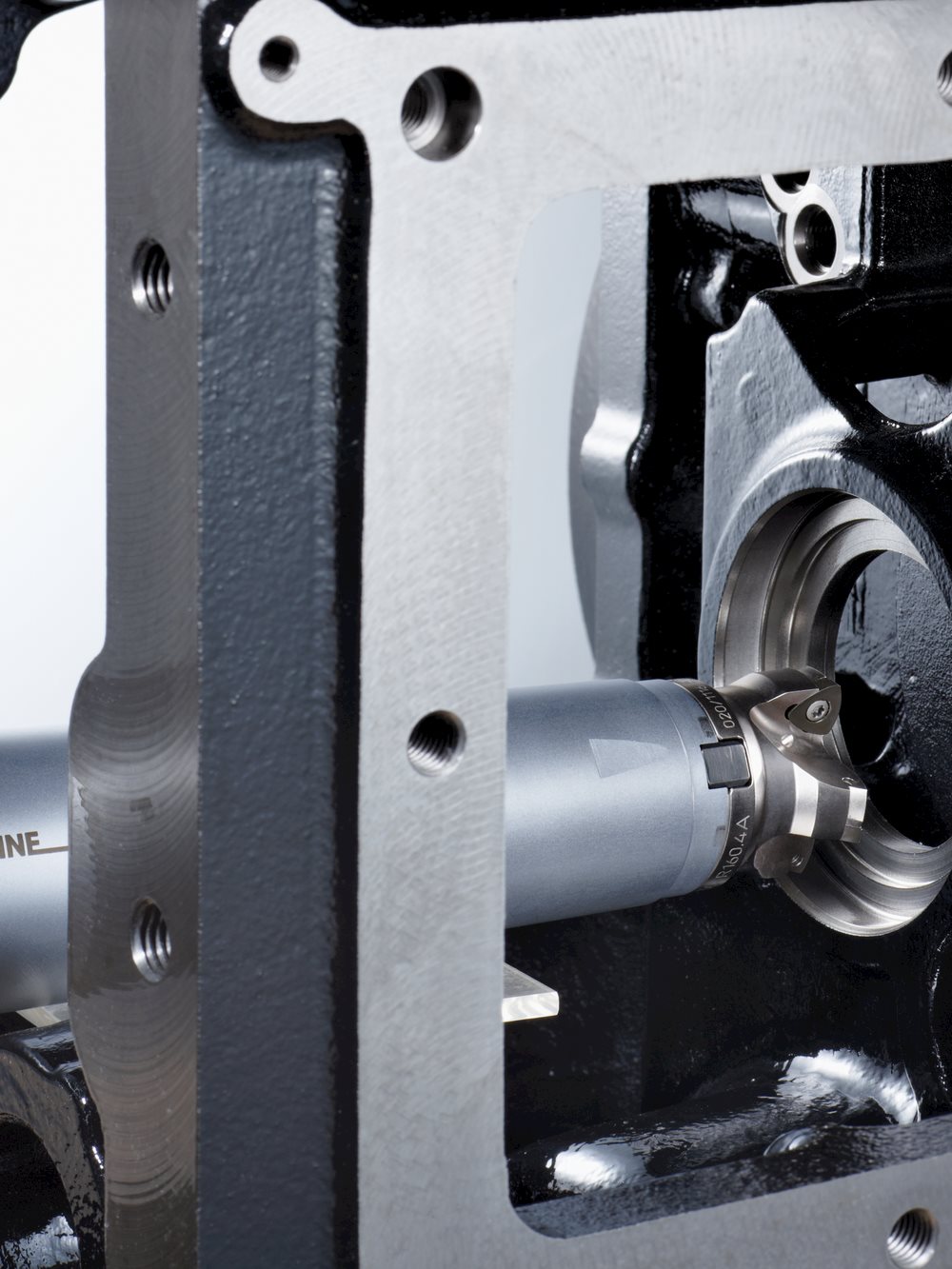
- Améliorer la stabilité du système de serrage grâce à un maintien conique de l'outil et à la plus grande taille de connexion possible.
Cependant, pour résoudre le problème de la flexion de l'outil, la rigidité globale de l'outil est essentielle. Le fléchissement est fonction de la longueur du porte-à-faux et du diamètre de l'outil. Plus l'outil sera monté avec un porte-à-faux important, moins l'usinage sera rigide et stable. Pour une durée de vie optimale de l'outil, la flexion de l'outil doit être inférieure à 0,001" - et encore moins lorsque le processus utilise des outils de petite taille.
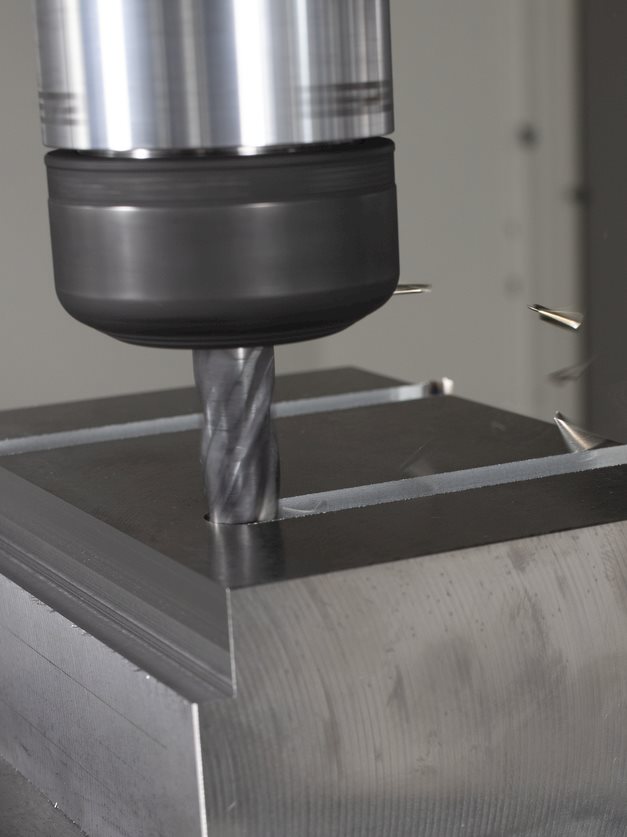
Dans cet épisode de #SecoTechTalk, Jay Ball, Chef de Produits chez Seco, explique que résoudre le problème de la flexion des fraises est comme raconter une bonne histoire : il faut faire court. La limitation de la projection/porte-à-faux de l'outil permet de contrôler la flexion. Le blocage de la fraise avec le porte-outil est le moyen le plus simple de réduire la déviation de l'outil. Veillez à ce que la fraise soit insérée dans le support à une longueur égale à deux ou trois fois le diamètre extérieur sa queue.
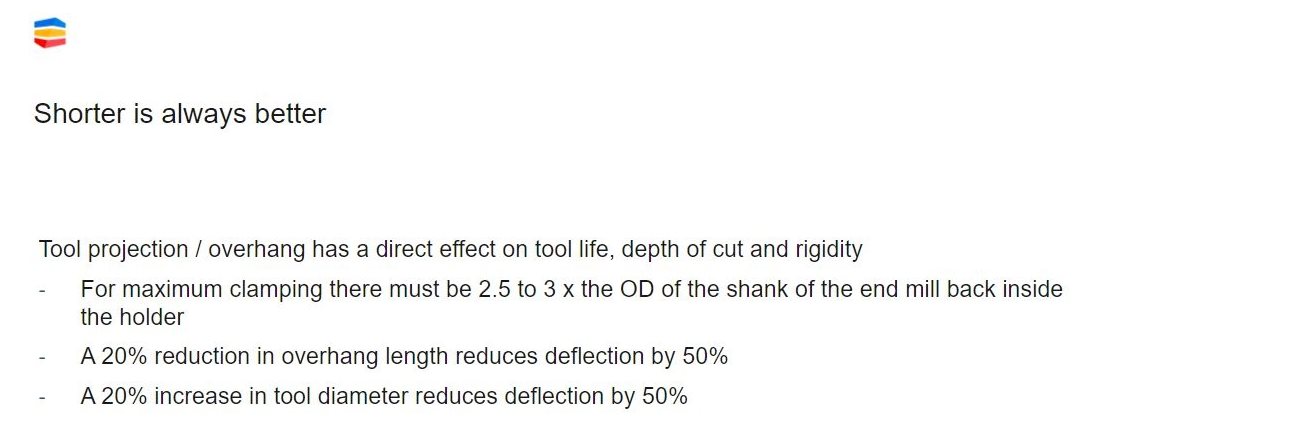
La réduction du porte-à-faux d'un outil aura un impact significatif sur la résistance à la flexion. En fait, une réduction de 20 % de la longueur du porte-à-faux permet de réduire la flexion de 50 %. Consultez le #SecoTechTalk de Jay pour en savoir plus sur la manière de résoudre les problématiques de flexion des outils.
Pour obtenir des conseils pour tirer le meilleur parti de vos opérations d'usinage, retrouvez d'autres épisodes de #SecoTechTalk de Jay sur l'Instagram de Seco. Vous y trouverez des conseils pratiques pour rendre votre usinage plus efficace et plus durable. Ne manquez pas de lui faire savoir les sujets que vous voudriez qu'il aborde par la suite.
Inline Content - Survey
Current code - 5fce8e61489f3034e74adc64