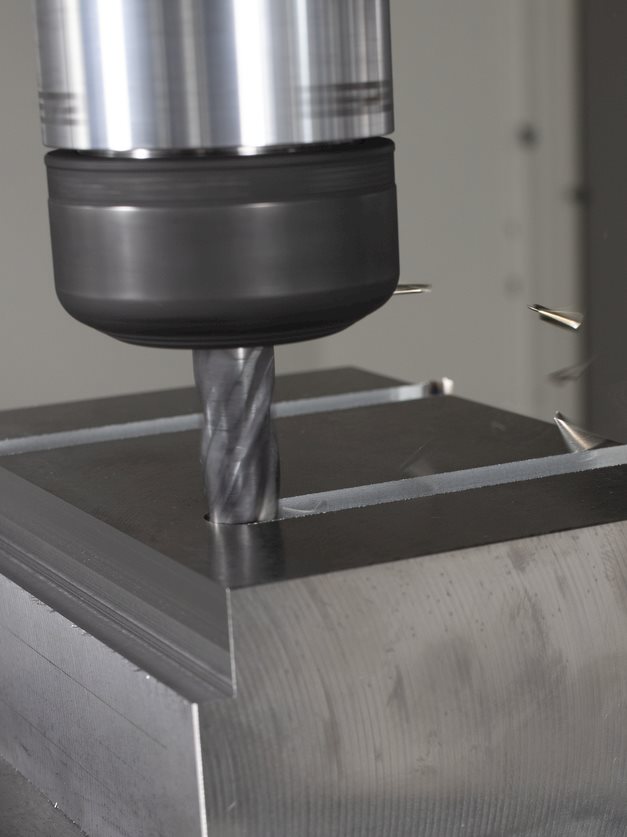
加工を向上させるためのビビリの低減
機械オペレータは 1 世紀以上にわたり、機械加工におけるビビリの原因を追求し、機械的振動を回避する方法を検討してきました。CNC ビビリは、工具または加工品に起因する自励振動です。ビビリによって加工面仕上げが悪化したり、工具寿命が損なわれるほどの過度の工具摩耗が発生したりする場合工具振動を解消するためのトラブルシューティングが必要になります。不要な振動の一種であるビビリは、事実上あらゆる形態の加工に存在し、コーナー部をフライス加工するときに頻繁に発生します。Frederick Taylor は、1906 年のアメリカ機械学会の論文に、ビビリを「機械オペレータが直面するすべての課題の中で最も不明瞭で細心の注意を要するもの」と呼んでいます。技術の量子的な進歩にもかかわらず、製造業はこの明瞭で細心の注意を要する問題を追い続けています。
それは、 加工時の機械的振動 であり、振動にはさまざまな形態がありますが、製品が別の製品の固有振動周波数またはそれに近い周波数で振動して増幅するときに発生する共振運動です。多くの場合、切削力により、工具の共振周波数またはそれに近い振動が刃先に発生します。結果として生じる「自励的」振動はビビリとして知られており、工具または加工品に悪影響を及ぼします。
ビビリの原因としてはいくつか考えられます。細く長い工具、薄壁状態の加工品、高負荷を生じる切削抵抗、不適切な工具形状、不適切な切削パラメータや加工プロセスなどのすべてが、ビビリの原因となる可能性があります。ビビリの最初の兆候は、機械から発せられる高音のノイズと、波形状のスカラップ、または粗い加工面仕上げの外観です。
ビビリは深刻な経済的影響をもたらします。許容値に達しない加工面仕上げ精度(前述のビビリ形態)では、要求値仕様を達成するために二次的な加工プロセスが必要になります。さらに、ビビリは過度の工具摩耗につながる可能性があり、工具コストを増加させ、頻繁な工具交換による機械稼働停止を発生させます。さらに、ビビリによって機械主軸や機械設備を損傷する可能性があります。
ビビリ自体は、加工プロセスにおいて必ずしも問題になるわけではありません。ただし、加工面仕上げの不良や工具寿命が損なわれるほどの過度の工具摩耗が発生する場合は、ビビリ解消のためのトラブルシューティングが必要になります。
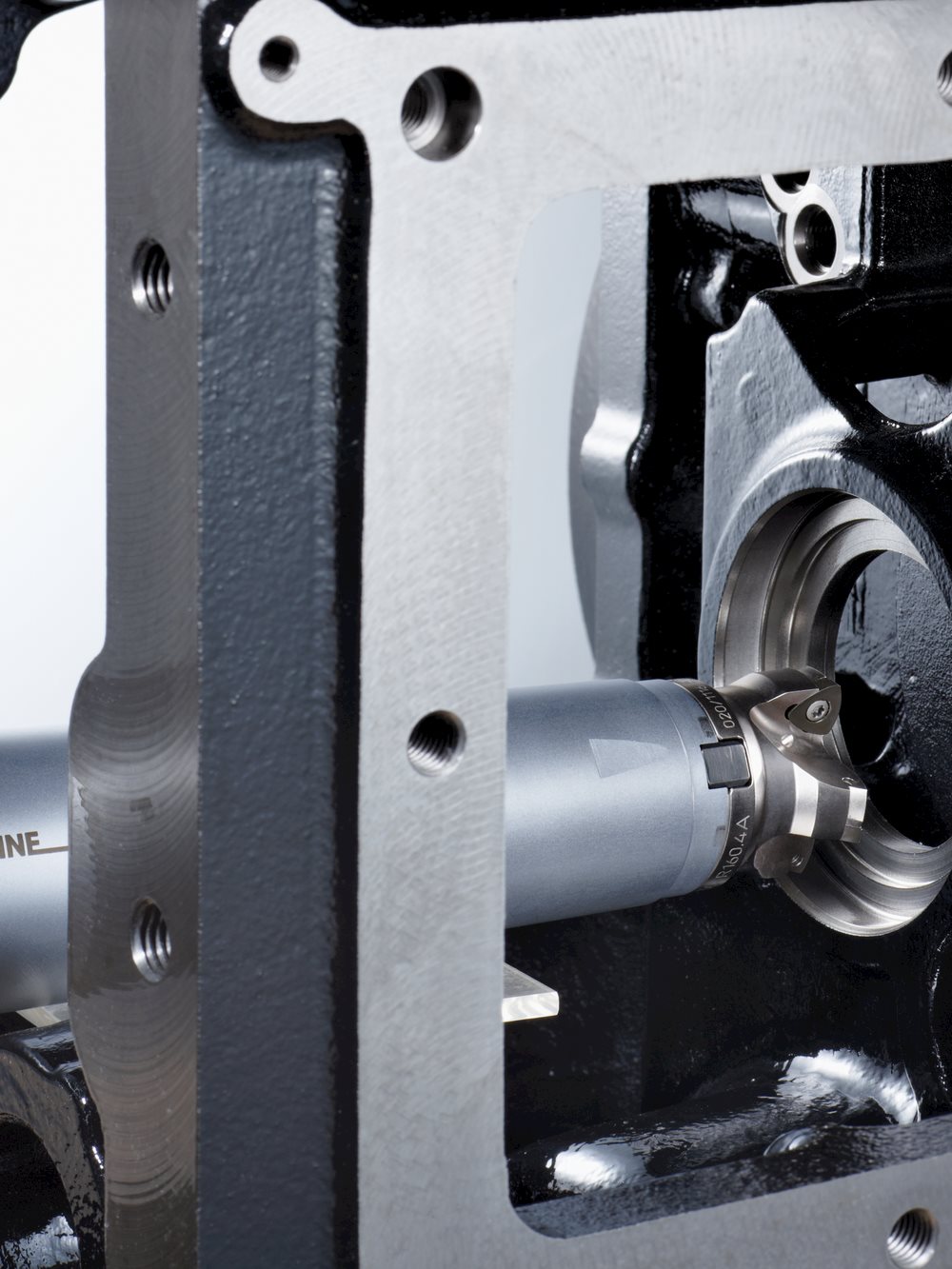
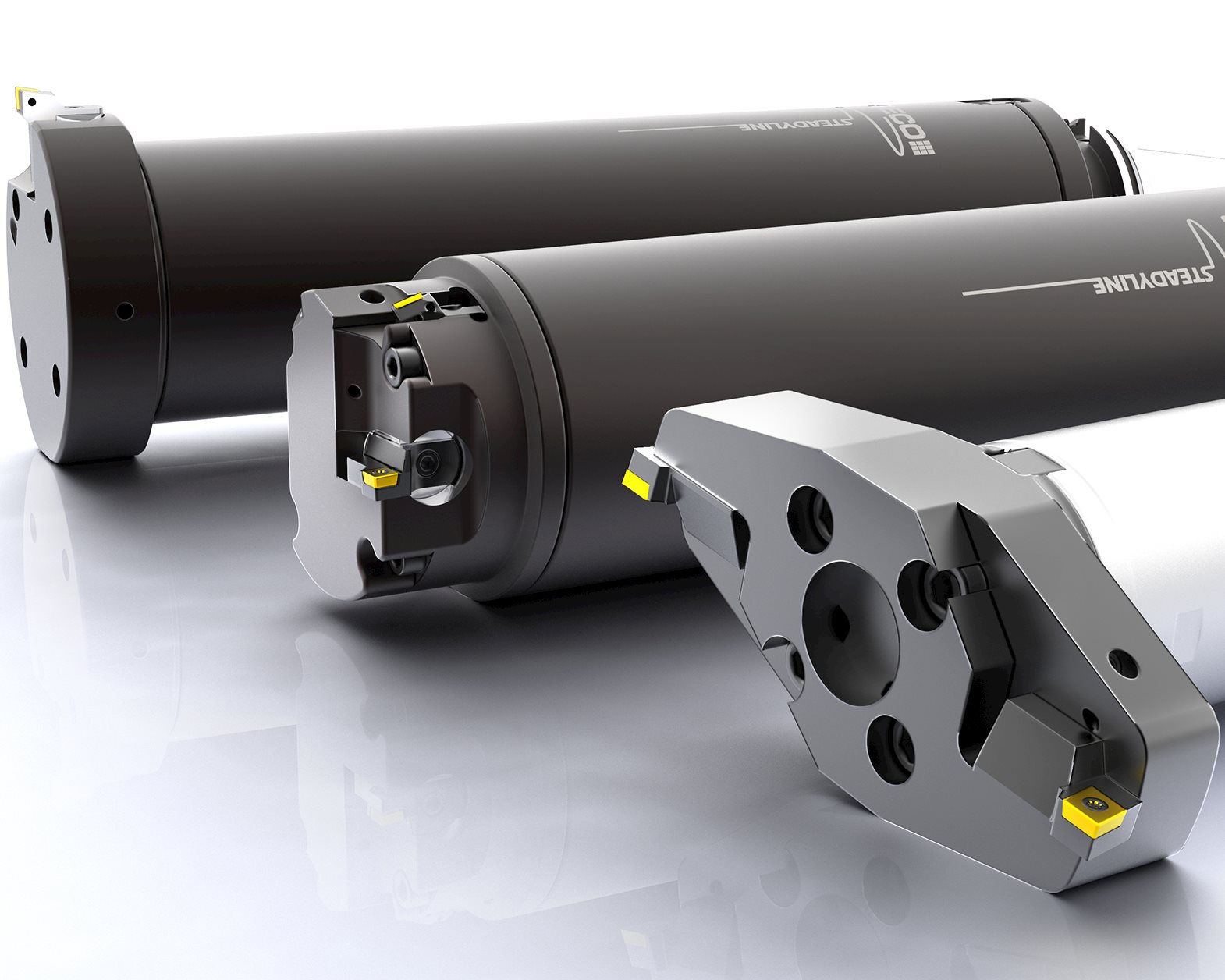
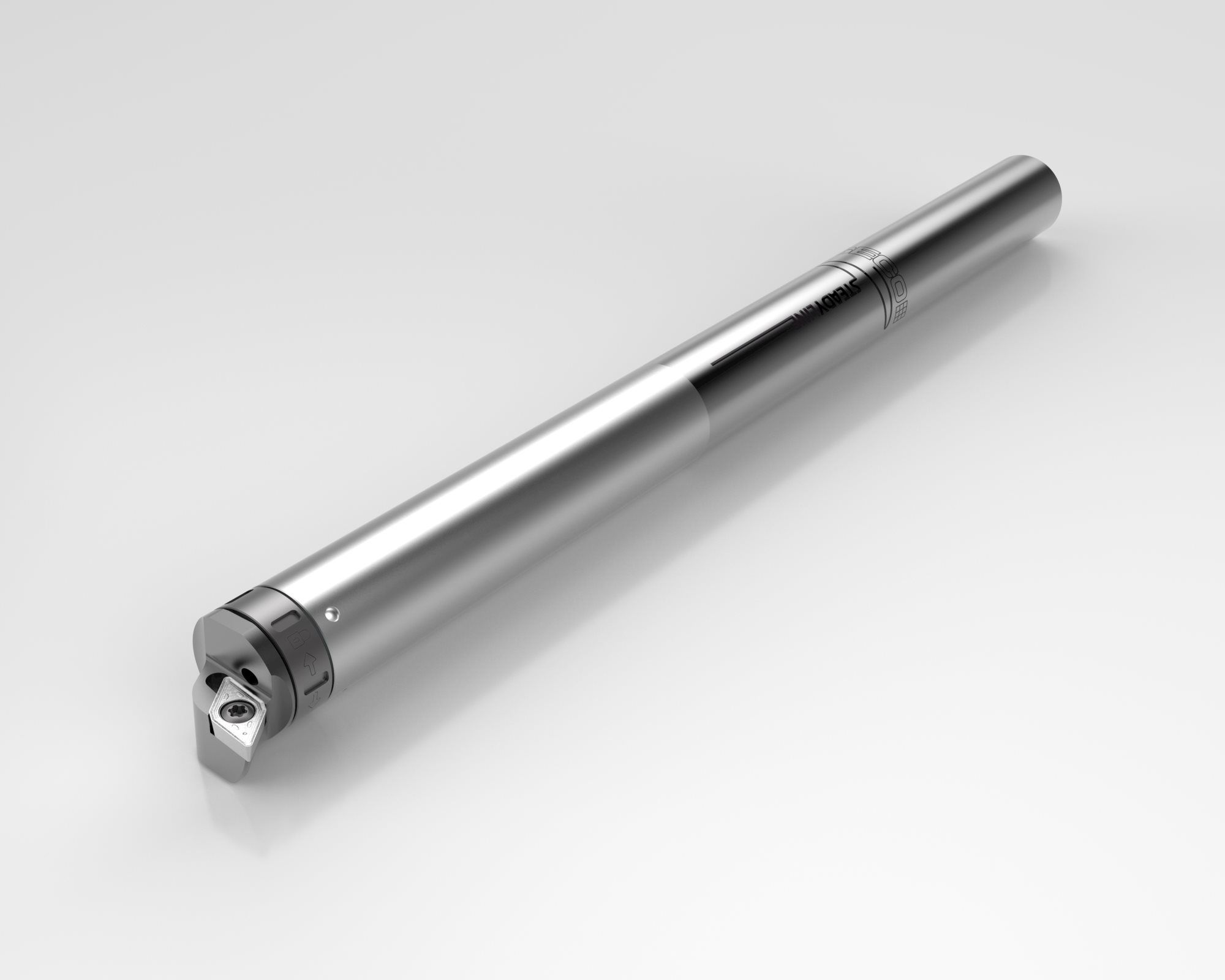
びびりを最小限に抑えるには、最も剛性に優れた工具とツールホルダを選択してください。同じ原理がワーク保持機能と治具選定にも該当します。工具の突き出し量を極力短くし、防振バーを使用することで振動を効果的に軽減します。工具が鋭利であること、および適切な切削データが適用されていることを確認してください。調整が必要な場合は、切込み深さと切削抵抗を減らすことを検討してください。工作機械設定に関して、プログラムシステム内の全体的な高調波を低減できる代替主軸速度の選択も検討してください。
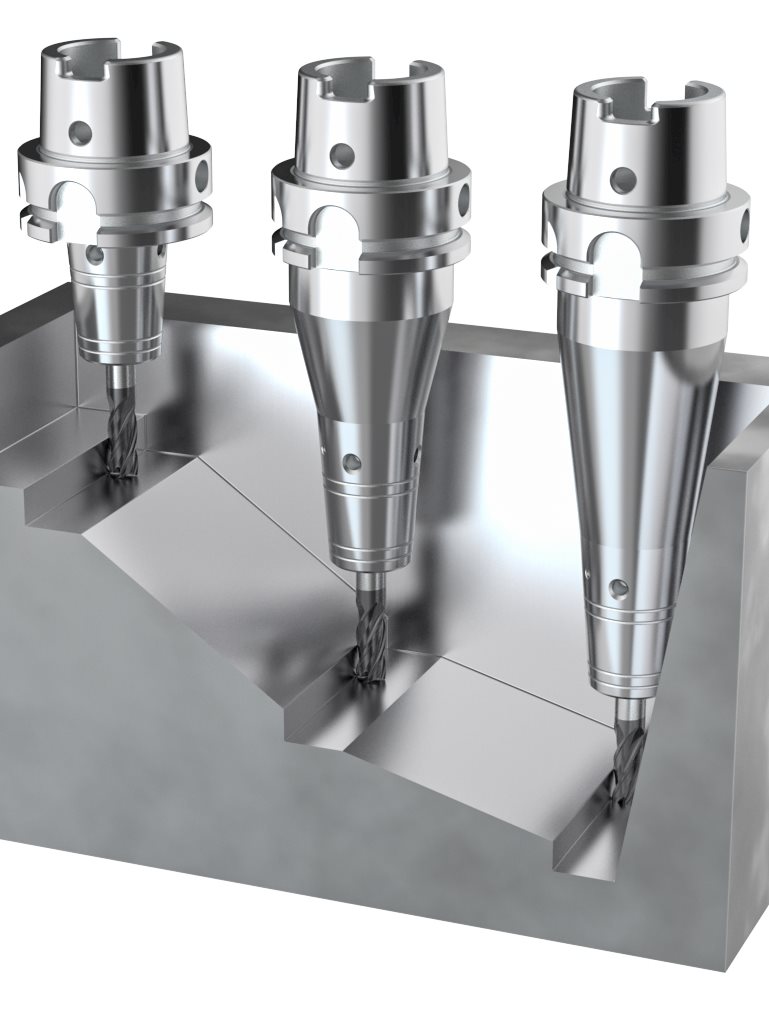
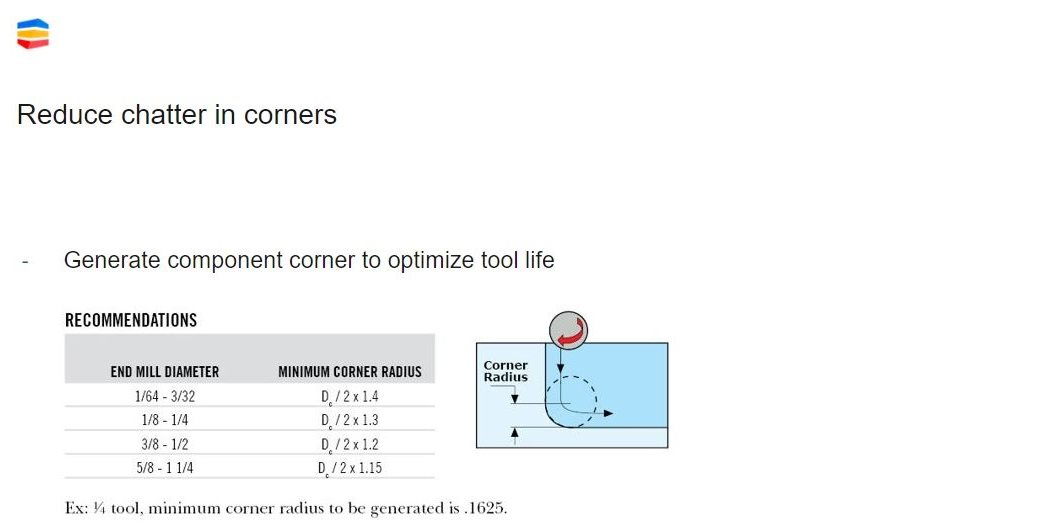
#SecoTechTalk の最新情報では、Seco プロダクトマネージャーの Jay Ball が、工具がコーナーに激しく突き当たることを避けるために、ソリッドエンド ミルカッタの最小コーナー径を計算する方法を説明しています。工作機械が円弧を描く時間を適正化することでビビリが回避でき、工具寿命と加工面仕上げ精度が向上します。
機械加工を最大限に活用するためのアドバイスについては、 Seco’s Instagramで Jay の #SecoTechTalk のエピソードをご覧ください。機械加工をより効率的で環境維持の持続可能性に関する実用的なアドバイスを見つけることができます。次に何について聞きたいかを知らせてください。
Inline Content - Survey
Current code - 5fce8e61489f3034e74adc64