工具の摩耗を理解する
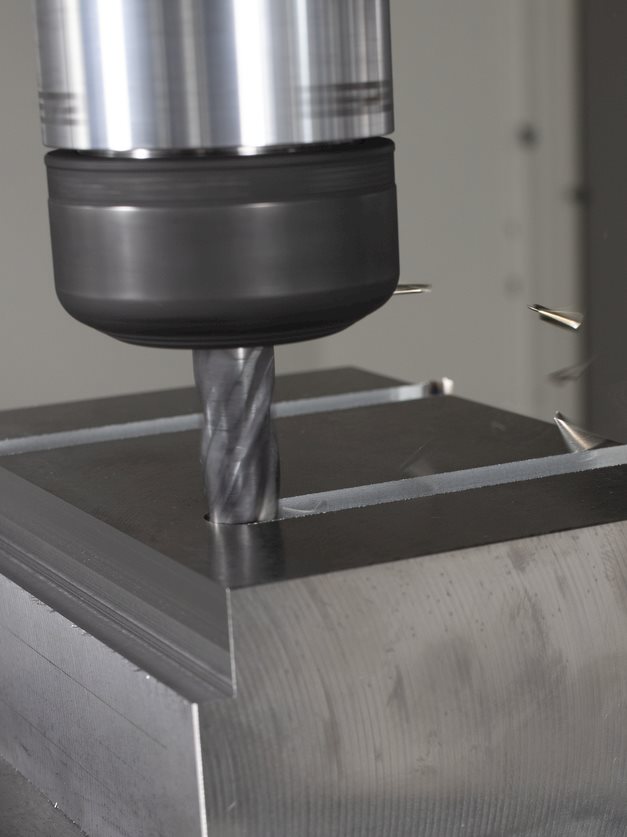
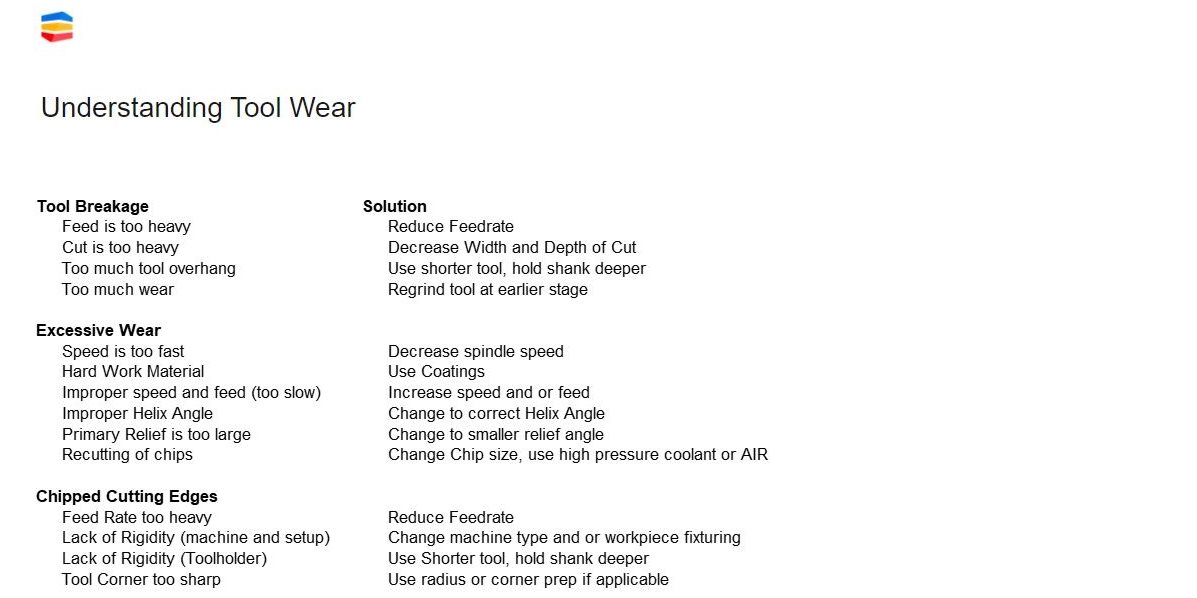
工具の摩耗と工具の破損に影響を与える要因を認識し、理解することは、効率的でコスト効率の高い加工を行うために不可欠です。工具の機能不良と破損は業界の主要な問題であり、工具の摩耗に影響を与える要因には、不適切な切削速度と送り、切り屑の噛み込みを引き起こす不十分な切り屑排出機能、不適切なねじれ角、被削材硬度などが含まれます。時間の無駄は利益の損失。工具の摩耗も同様です。工具の磨耗や機能不良による製造費用の損失 であり、工具の交換、修理改修や工具交換のための機械稼働停止時間による生産機能損失、追加の二次プロセス工程や加工品のスクラップ発生などです。工具の過度の摩耗と工具の機能不良は、製造プロセスを継続不可能なものにします。工具の摩耗に影響を与える要因を理解 それには工具の摩耗を測定して理解し、効率的でコスト効率の高い加工を可能にすることが重要です。
工場全体で工具の摩耗状態が頻発しており、加工を安定継続させるには、正確なトラブルシューティングと要因の理解が必要であり、 加工パラメータは工具寿命に影響します。
一般的に、工具の過度の摩耗を引き起こす要因には、不適切な切削速度と送りが含まれ、 不適切な切り屑の排出機能 切り屑の噛み込み、不適切なねじれ角、被削材硬度の影響などが要因で発生につながります。送り速度の減少に合わせて主軸回転を低減すること、被削材に適した工具コーティングと材種を選定すること、適正なねじれ角と逃がし角の切れ刃を選択すること、高圧クーラント供給を適用することなどはすべて、工具の摩耗を軽減し、工具寿命を延長するの有効です。
一般的な工具の摩耗状態には、逃げ面摩耗、クレータ摩耗、刃先のチッピングなどがあります。
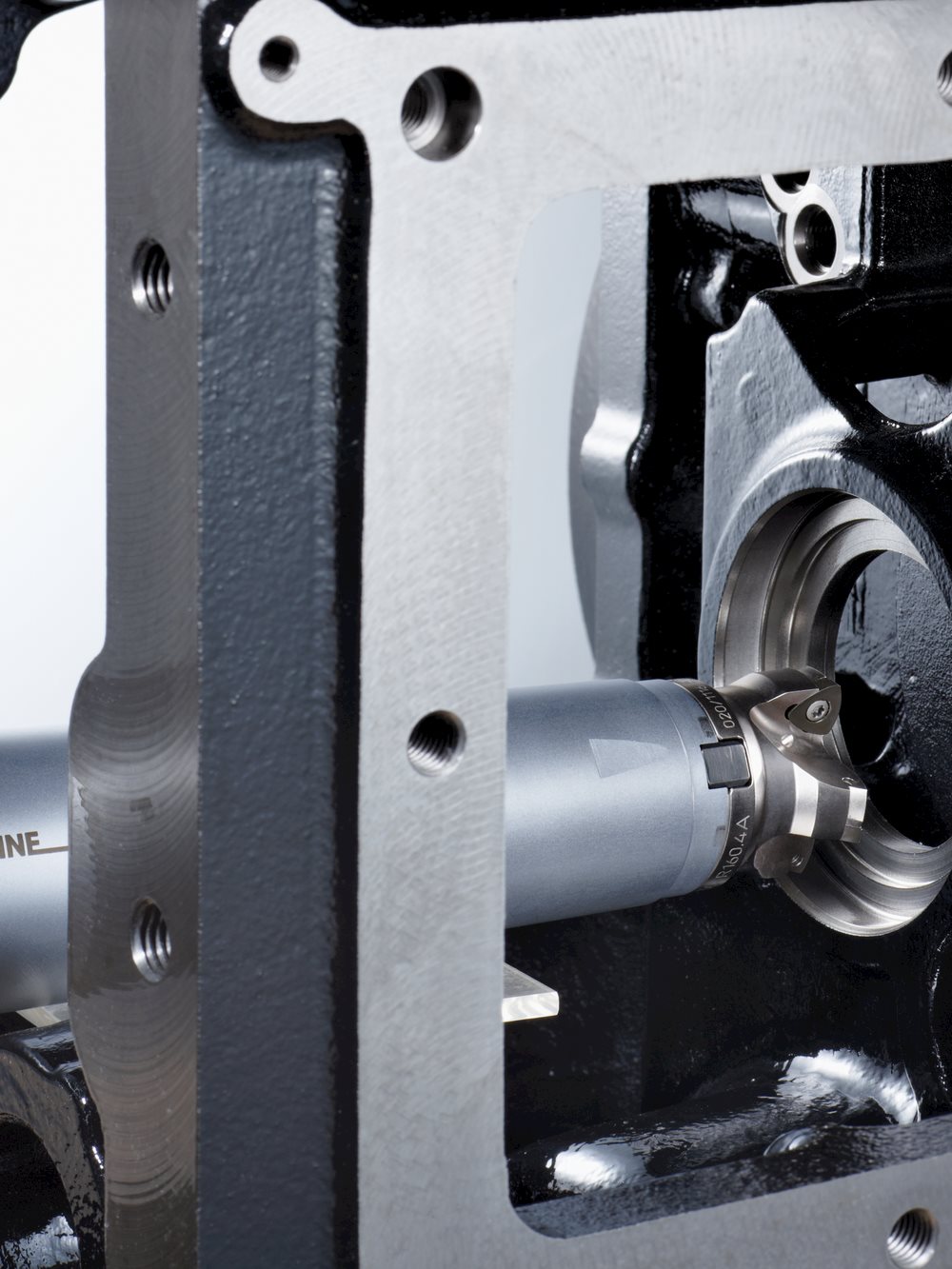
もちろん、工具の摩耗を回避することは避けられず、あらゆる可能性の中で、刃先に沿って比較的均一な摩耗である逃げ面摩耗が工具の摩耗の最も望ましい形態です。それは予測可能で信頼性があるため、工具の摩耗を適切に監視して欠損を回避するための措置を講じることができます。浸食現象は、低速の切削速度と同様に逃げ面摩耗の主な原因です。その一方で、高い切削速度によって発生する高温度は、拡散現象が進行するための環境となり、これも逃げ面摩耗の原因となります。切削速度を最適化し、さらに高硬度の超硬材種を選択し、クーラントを適切に供給することで、逃げ面摩耗は軽減されます。
クレーター摩耗は、インサートの早期摩耗の一般的な形態です。切削の高温度の熱により超硬母材内の炭化タングステン粒子が分解し、インサート内に浸み込みます。これにより、インサートのすくい面にクレーター状の摩耗が進行します。クレーター状のくぼみが次第に拡大進行して、インサートの逃げ面が欠けたり、急速な逃げ面摩耗が発生したりする可能性があります。切削加工温度、低切削速度および送りを制御、適切なクーラントの供給、および切削熱を低減する快削形状切れ刃の選択により、クレータ摩耗の生成を最小限に抑えることができます。
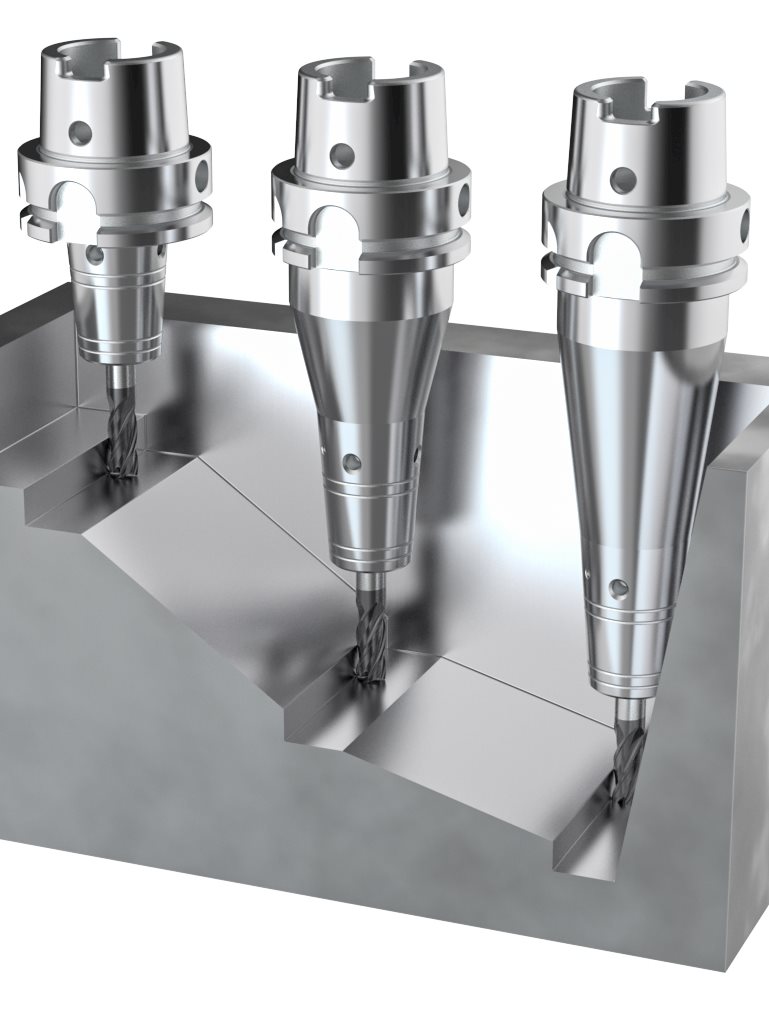
工作機械のセットアップにおける機械的不安定性や被削材の要素成分により、刃先に小さな切り屑が付着します。複数回の断続的な切削状態を伴う加工プロセスでも、刃先に沿ってストレスが発生し、チッピングの原因となります。
切削進入部と離脱部で送り速度を低減と切削速度の増加、剛性を最大化して、たわみを最小限に抑えるための適切な工作機械のセットアップと、より強固な工具形状とより強靱な超硬材種の適用は、刃先欠損を防止します。
この #SecoTechTalk で、Seco プロダクトマネージャーの Jay Ball は、ツールの欠損と機能不良が業界の主要な問題であることを明らかにしています。超硬ソリッド工具とエンドミルは壊れないように設計されています。したがって、次のことを確認し検討する必要があり 機械状態や工具および加工プロセスを確認し総合的なアプローチを検討する。工具が壊れた場合に実施する必要があることについては、Jay の #SecoTechTalk をご覧ください。Seco の工具摩耗分析 なども同様に役立ちます。
機械加工を最大限に活用するためのアドバイスについては、 Seco’s Instagramで Jay の #SecoTechTalk のエピソードをご覧ください。機械加工をより効率的で環境維持の持続可能にする実用的なアドバイスを見つけることができます。次に何について聞きたいかを知らせてください。
Inline Content - Survey
Current code - 5fce8e61489f3034e74adc64