Daha Kısa Döngü Süreleri ve Daha Uzun Takım Ömrü için Frezelemeyi Dinamik Hale Getirin
Dinamik frezeleme, frezeleme çevrim sürelerini yalnızca %40 ila %70 oranında kısaltmakla kalmaz, aynı zamanda iş parçası yüzey kaplamalarını iyileştirirken genellikle takım ömrünü iki katına çıkarır veya üçe katlar. Ek olarak, frezeleme stratejisi malzeme çıkarma oranlarını (MRR) artırır ve ısı üretimini kontrol etmeye yardımcı olur. Bunların hepsi, özellikle insansız operasyonlar söz konusu olduğunda süreç güvenliğini sağlar.Dinamik frezeleme oldukça uzun bir süredir var olsa da, birçok atölye hala bu verimli metal kesme stratejisini uygulamıyor, çünkü nasıl uygulanacağını bilmiyorlar ya da nasıl çalıştığını anlamıyorlar. Bunun yerine, bu atölyeler tezgahlarını mümkün olduğunca hızlı çalıştırmaya eğilimliyken, diğerleri en iyi sonuçları elde edemeyen eski hız ve ilerleme parametrelerine sadık kalıyor.
Dinamik frezeleme, frezeleme çevrim sürelerini yalnızca %40 ila %70 oranında kısaltmakla kalmaz, aynı zamanda iş parçası yüzey kaplamalarını iyileştirirken genellikle takım ömrünü iki katına çıkarır veya üçe katlar. Ek olarak, frezeleme stratejisi malzeme çıkarma oranlarını (MRR) artırır ve ısı üretimini kontrol etmeye yardımcı olur. Bunların hepsi, özellikle insansız operasyonlar söz konusu olduğunda süreç güvenliğini sağlar.
Geleneksel kaba işlemede amaç, bir geçişte mümkün olduğunca fazla malzeme çıkarmak ve gerçek kaba işleme optimizasyonuna ulaşmak için, atölyeler, tezgah takımlarının ve yazılımlarının her frezeleme yolu boyunca sürdürebileceği hızları ve ilerlemeleri seçmelidir. Bu atölyeler 4 veya 5 kanallı frezeler ve standart cep açma rutinleri kullanarak takımın %50 ila %100'ünü çalıştırırlar, ancak ne yazık ki bu uygulamada takım köşeye girdiğinde sorunlar ortaya çıkar. Takım adımlaması uygun şekilde ayarlanmadığı için kesici takım çok fazla kavrama yapar ve bu da titreşime neden olur. Bu titreşim, sırayla parça yüzeyine aktarılır ve erken takım aşınmasına ve kapsamlı ikincil işlemler gerektiren zayıf yüzey kaplamalarına neden olur.
Dinamik frezeleme, diğer taraftan, takımla sabit bir bağlantı açısı (AOE) veya temas yayı (AOC) korumaya dayanır. Bir uç değirmenin AOC'sinde iş parçası ile yapılan değişiklikler takımı, iş parçasının kendisini ve tezgah takımını etkiler. Dinamik frezeleme, takım ömrünü uzatmak ve daha iyi parçalar üretmek için uç freze ile iş parçası arasında sürdürülebilir hızlar ve ilerlemelerin yanı sıra tutarlı bir AOC sağlar.

Strateji, büyük kesme derinlikleri (genellikle kanalın tüm uzunluğu) ve sabit bir AOC'yi korurken daha sığ radyal adımlar içeren bir kesme yolu programıyla katı karbür çok kanallı uç frezeleri kullanır. Daha büyük AOC'ler, hem takım hem de tezgah üzerindeki yükü artırır ve daha fazla sürtünme ve ısı üretir; bu da takım ömrünü ve yüzey kalitesini olumsuz etkiler.
Dinamik frezeleme, dış profilleri ve cepleri, havacılık imalatı ve genel mühendislik sektörlerinde sıklıkla bulunanlar gibi 2 boyutlu prizmatik tip parçalar üzerinde işlemek için idealdir. Ayrıca, kesicinin tüm oluk uzunluğunu 3 ila 4 xD ve bazı durumlarda 5 xD eksenel geçişte kullanmaya izin veren diğer parça unsurları için de etkilidir. Sığ kademeleriyle ve yüksek kesme derinliğiyle Dinamik frezeleme, parçaların üç ila dört kat daha hızlı işlenmesini sağlarken aynı zamanda takım aşınmasını önemli ölçüde azaltır ve böylece takım ömrünü artırır.
Bununla birlikte, sığ kademeleri, karmaşık 3 boyutlu konturlar ve yüzey özellikleri için Dinamik frezeleme kullanımını önler. Bu tür parçalar, teoride Dinamik frezeleme ile daha hızlı aşınabilir, ancak dükkanlar aşağı akış etkilerini göz önünde bulundurmalıdır. Strateji, geniş kesim derinliğinin geride bıraktığı büyük merdiven adımlarına sahip 3 boyutlu yüzeyler üretecek, bu nedenle başka bir freze stratejisinden önemli ölçüde daha hızlı olsa bile, ağa yakın bir şekil elde etmek için ek yarı bitirme geçişleri gerektirecektir.
Dinamik frezeleme için ücretsiz kılavuzunuzu keşfedin
Dinamik Frezelemenin tüm değişkenleri (makine, CAM yazılımı, kesici ve takım tutucu) sürecin başarısı ve takımın performansı üzerinde etkilidir. Tazgah takım tarafında, Dinamik frezeleme için yüksek hızlanma/yavaşlama özellikleri gereklidir. Ayrıca, Dinamik frezeleme ile ilgili nispeten karmaşık kesici yollarına ayak uydurmak için gelişmiş ileriye bakma (birkaç bin çizgi) işlevselliği, cam ölçekleri ve iyi genel sertliğe sahip kontrollere sahip olmalıdırlar.
Bazı durumlarda, strateji sırasındaki ilerleme hızları P2 çelikte 8.300 mm / dak (325 ipm) kadar hızlı çalışabilir. Bu hızları karşılamak için tezgahların daha yeni doğrusal tahrik teknolojisine ihtiyacı vardır ve bazı uygulamalar için tam eşzamanlı beş eksenli hareket de bir artıdır. Ek olarak, kesici kademesindeki azalma nedeniyle tezgahların yüksek tork ve yüksek devir kapasitelerine sahip olması gerekir. Dinamik frezelemede, bir tezgah milini parça malzemesine bağlı olarak 10.000 veya 15.000 dev/dak'da ve 700 veya 800 ipm besleme hızlarında çalıştırmak nadir değildir. Ayrıca, tezgah milinin ağır radyal yan basıncı kaldırabilmesi gerekir, bu nedenle konik yüz bağlantıları veya HSK tarzı iğlere sahip din (eşdeğer CAT) milleri genellikle önerilir.
Dinamik frezeleme için takım hazırlarken, atölyeler takım çaplarını ve ağız sayılarını dikkatlice göz önünde bulundurmalıdır. Kullanılan tipik takım çapları 12 mm ila 20 mm'dir (0,250 "ila 0,750"). Pratik bir kural olarak, takım çapı kesme uzunluğunun/kesme derinliğinin üçte biri veya dörtte biri kadar olmalı ve özellikle kapalı bir cep işlerken iyi talaş oluşumu için takımda talaş ayırıcılar bulunmalıdır.
Takım tasarımı geometri, malzeme ve kaplamaların kombinasyonuna dayanır. Gelişmiş takım ömrü ve performansı için, modern kesme takımları süblimasyon işlemi boyunca uygulanan fiziksel buhar biriktirme (PVD) kaplamaları kullanır; burada malzemeler araya giren sıvılaşma olmadan doğrudan katıdan gaza geçer. Bu kaplamalar genellikle titanyum ve azotun alüminyum, silikon veya silikon gibi diğer elementlerle birleşiminden oluşur.
Kesici takım ağız sayısı birçok atölyenin zorlandığı bir konudur. Dinamik Frezelemede, adımlama yüzdesinin frezenin kanal sayısına göre ayarlanması gerektiğinin farkına varmaları gerekir. Ağız sayısı arttıkça, özellikle talaş odası nedeniyle, adım atma yüzdesi azalır.
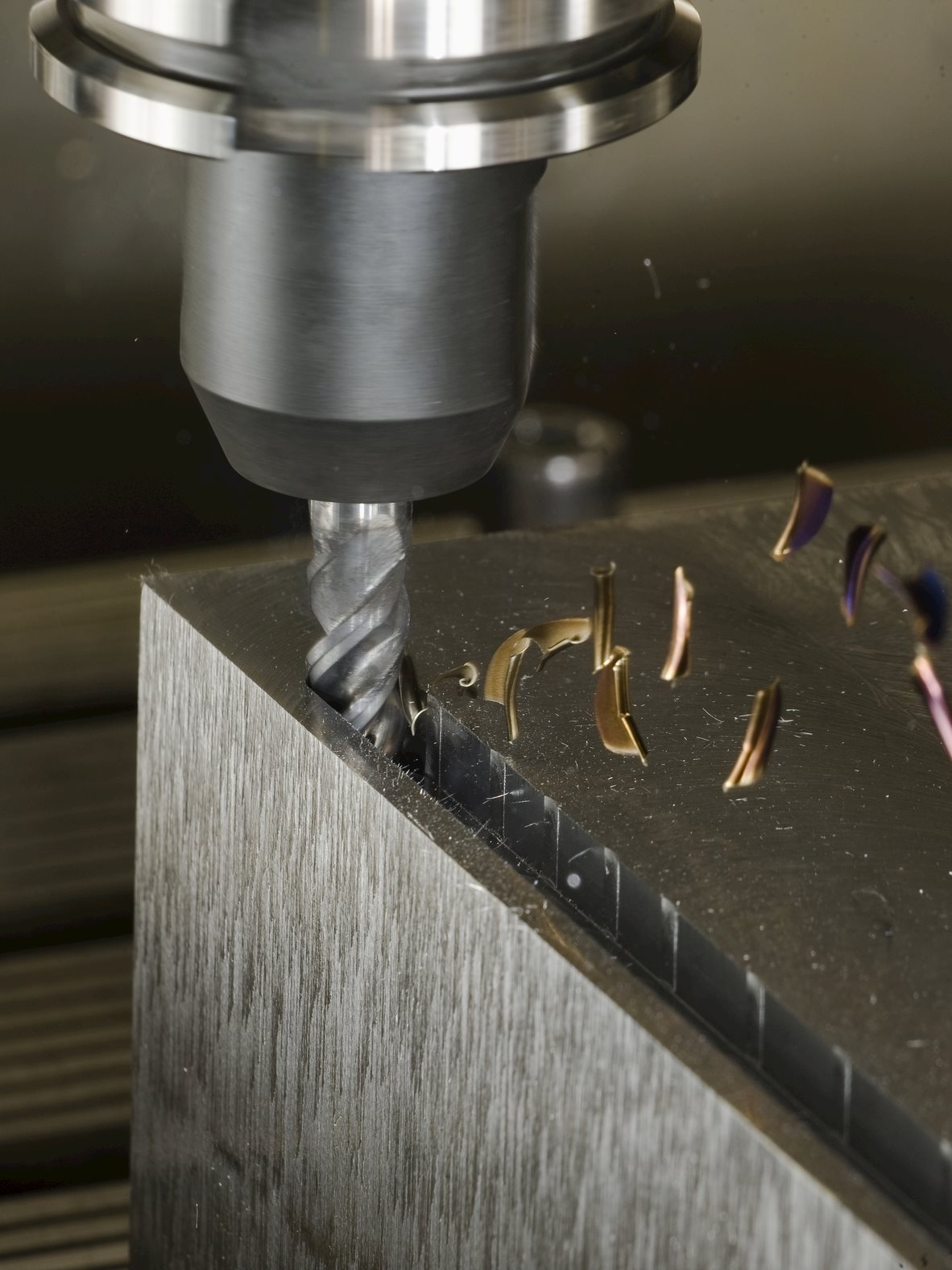
Dinamik Frezeleme, büyük miktarda uzun ince talaş üretir ve kesicinin ne kadar çok ağzı varsa, talaş tahliye kanalları o kadar küçük/dar olur. Stratejiyi ceplerde kullanmak, verimli talaş tahliyesi ihtiyacını daha da büyütür. Bu nedenle Seco, dinamik işleme için özel olarak tasarlanmış talaş ayırıcılarını geliştirdi. Bu talaş ayırıcılar hem dinamik pürüzlendirme hem de bitirme için kullanılabilir.
Örneğin, 40 mm kanal uzunluğuna sahip 10 mm'lik bir takım çapında (1,5 inç kanal uzunluğuna sahip 3/8 inç çapında) Seco, her bir kanala radyal kabartmalı ve eksenel boşluklu üç özel talaş ayırıcı kanal verir; ancak bu kanallar hiçbir zaman birbirleriyle aynı hizada değildir veya üst üste gelmez. Elde edilen daha kısa talaşlar kesici kanallarda birikmez ve tezgahın hava üflemesi ve standart talaş konveyörü aracılığıyla daha kolay boşaltılır.
En iyi takımın en kötü program tarafından mahvedilebileceği sıklıkla söylenir, bu nedenle doğru CAM yazılımı Dinamik Frezeleme için kritik öneme sahiptir. Neyse ki, mevcut cam yazılımı genellikle program oluşturma ve karmaşık iğ / kesim yollarında hareket için gerekli olan büyük miktarda kod işlemek için bu tür frezeleme stratejileri için dinamik paketler içerir.
Mevcut yazılım stratejileri Dinamik frezeleme takım yollarına yönelik iki temel yaklaşıma dayanır. İçbükey veya dışbükey parça özelliklerine sabit ilerleme hızı ve AOC uygulanır ve geçişler arasında çeşitli kademelerle maksimum metal çıkarma hızlarına ulaşır. İkinci yaklaşım, ilerleme hızı ve AOC'yi değiştirir, ancak tutarlı talaş kalınlığı üretmek için sabit bir adım atar. Bu yaklaşımda, aracın AOC'si cam yazılımına bağlı olarak 80 derece ile 140 derece arasında ulaşabilir. Bu yüksek kavrama açısı Dinamik frezeleme yaklaşımının tam tersini oluşturur.
CAM yazılım paketleri çalışırken, takım kavramasını izler ve belirlenen kesme genişliğinin düz kesimlere göre daha büyük AOC'ye neden olduğu köşelerde veya alanlarda ilerleme hızını yavaşlatır. Bunu başarmak için CAM yazılım tedarikçileri, basit ve karmaşık konturların yüksek verimli ve güvenilir bir şekilde işlenmesi için takım etkileşimini gerçek zamanlı olarak kontrol eden gelişmiş yol algoritmaları geliştirdiler.
Dinamik frezeleme de dahil olmak üzere işleme stratejilerinin en çok gözden kaçan yönü takım tutmaktır. Genel olarak, solid frezeleme takımları için, tutucu iyi aktarılabilir tork ve 10 mikrondan (inç 0.0004 inç) daha az tükenme sağlamalıdır. Bundan daha yüksek herhangi bir seviye, takım ömrünü yarıya indirir.
Düşük salgının kritik olmasının nedeni, Dinamik frezeleme'nin yüksek hızları ve ilerlemelerin herhangi bir miktarda salgıyı büyütme eğiliminde olmasıdır. Bunun yanı sıra, Dinamik frezeleme kuvvetleri, özellikle daha büyük çaplı takımlar kullanıldığında kesicilerin tutuculardan çekilmesine neden olabilir. Bunun ışığında, herhangi bir kesici çapı 12 mm (inç ½ ") ve üzeri bir freze mandası veya yüksek aktarılabilir torka sahip bir tutucu içinde çalıştırılmalıdır. Ayrıca, daha büyük tutucuların kütlesi titreşimleri azaltmaya yardımcı olacaktır. 12 mm (inç ½") altında, shrinkfit gibi ortak tutucular kabul edilebilir. Minimum tükenme ve mükemmel aktarılabilir tork ile çok yönlülük sunan yüksek hassasiyetli pense mandallarını göz ardı etmeyin.
Dinamik frezeleme, geçerli parçalar ve özellikler üzerinde son derece etkili sonuçlar sunar. Bu strateji, parça çevrim sürelerinde, yüzey kalitesinde, takım ömründe ve takım tezgahı kullanımında önemli iyileştirmeler sağlayabilir. Dinamik frezeleme'yi anlamak için zaman ayıran atölyeler, bu strateji için iyi aday olan parçalar üzerinde üretkenliklerini, verimliliklerini ve karlılıklarını artırabilir.
Mümkün olan en iyi sonuçları elde etmek için, dükkanlar bireysel işlere yaklaşımlarını ince ayarlamak için kesici takım tedarikçisi uzmanlığından yararlanmalıdır. Atölyelerin Dinamik Frezeleme yolculuğunu tek başlarına yapmaları gerekmiyor ve Seco, sürecin her adımında destek sağlıyor. Bu ve diğer stratejiler korkutucu olsa da, Seco ve uygulama mühendisleri öğrenme eğrisini daha küçük ve uygulamayı daha pürüzsüz hale getirir.
Inline Content - Survey
Current code - 5fce8e61489f3034e74adc64