Frezeleme uygulamaları
Kapsamlı kılavuzumuzla işleme endüstrisindeki freze uygulamalarının temel prensiplerini keşfedin. Bilginizi yükseltin ve sürekli gelişen işleme dünyasında bir adım önde olun. Frezeleme yolculuğunuza bugün başlayın!
İçindekiler
Freze, karmaşık tasarımlar ve karmaşık şekiller gündemde olduğunda merkezi bir sahne alır.
Bu işleme işleminde, iş parçası sabit kalırken, freze takımı doğrusal hareketlerde döner ve hareket eder, istenen geometriyi ortaya çıkarmak için fazla malzemeyi kademeli olarak kaldırır. Frezeleme, benzersiz hassasiyet ve ayrıntı gerektiren pano şekilleri, daireler ve karmaşık konturlar yapımında mükemmeldir.
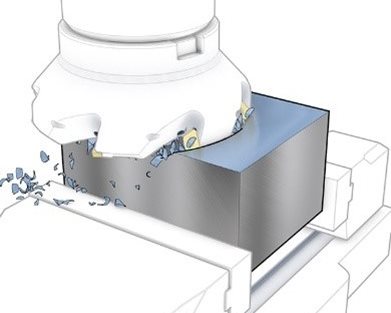
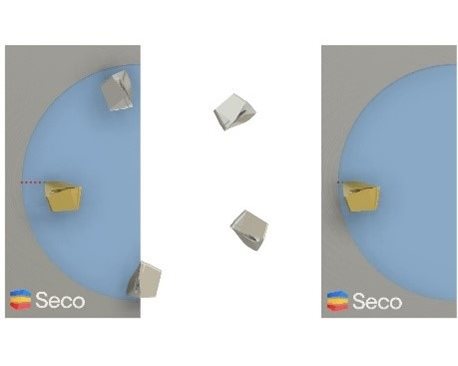
Döner freze takımı ile iş parçası arasındaki etkileşim ayırt edici bir özellik oluşturur. Kesici kenarlar kesime tekrar tekrar girer ve çıkar, bu da kırık talaş segmentlerinin oluşmasına neden olur.
Aralıklı talaş oluşumuna rağmen, frezeleme olağanüstü çok yönlülük sunar ve karmaşık ve estetik olarak iyi bileşenler üretme kabiliyeti nedeniyle üretim alanında yaygın olarak benimsenmiştir.
Frezeleme işleminde, işlemi dört kesme koşulu yönetir:
- Devir/dakika (dev/dak),
- = İlerleme hızı (mm/dk)
- Kesimin eksenel derinliği (ap)
- Kesimin radyal derinliği (ae)
Frezeleme, çoklu kesme dişleri hareket halinde olduğundan, bu parametrelerin dönüşten daha fazla anlaşılmasını gerektirir.
Torna işleminden farklı olarak frezeleme, iş parçasının sabit kaldığı ve frezeleme takımının döndüğü bir işleme işlemidir. Bu nedenle, CNC freze makineleri birincil kesme parametreleri olarak “RPM” ve “ilerleme Hızı” nı (tabla ilerleme) kullanır.

Frezelemede “RPM” ve “Kesme Hızı” arasında ayrım yapmak çok önemlidir. “RPM”, freze takımı tarafından bir dakika içinde tamamlanan dönüş sayısını gösterirken, “Kesme Hızı” freze takımı ile iş parçası yüzeyi arasındaki göreceli hızı ölçer. Bu iki parametre arasındaki doğru çeviri, başarılı frezeleme işlemleri için gereklidir.
 “Freze ilerlemesi”, “diş başına ilerleme”, “devrim başına ilerleme” ve “ilerleme hızı” da dahil olmak üzere çok yönlü bir terimdir.
“Freze ilerlemesi”, “diş başına ilerleme”, “devrim başına ilerleme” ve “ilerleme hızı” da dahil olmak üzere çok yönlü bir terimdir.
Her bir tanımın anlaşılması, hassas ve verimli frezeleme elde etmek için hayati önem taşır.
“Diş başına ilerleme”, malzemenin içinden geçerken takımın merkez çizgisinde bir kesme kenarına beslenen malzemenin teorik uzunluğunu ifade eder.
“Feed per Revolution” (Devir başına ilerleme), takımın tam bir mil devriminden sonra merkez çizgisi boyunca ilerlediği gerçek uzunluğu temsil eder. Son olarak, “ilerleme hızı”, freze kesicinin iş parçasına göre doğrusal hızıdır ve diş başına ilerleme, diş sayısı ve dakika başına devir çarpılarak hesaplanır.

Frezelemede, “eksenel kesim derinliği” (ap), bir takımın iş parçasını merkez çizgisi boyunca tuttuğu mesafeyi ifade eder. Takımın malzemeyi ne kadar derinden kestiğini belirler ve işlemin verimliliğini ve doğruluğunu etkiler.

Frezelemede “radyal kesim derinliği” (ae), takımın iş parçasına adım attığı mesafedir. Takım derinliğini keserken yarıçapı boyunca ölçer. Radyal kesim derinliği seçimi, takım devreye girmesini ve kesilen kesim tipini, ister çevre birimi ister yuva kesimi olsun etkiler.
Hareket halindeki çoklu kesme dişleriyle frezeleme, dönüşe kıyasla kesme parametrelerinin daha kapsamlı bir şekilde anlaşılmasını gerektirir. Dört temel kesme koşulu: Dakika başına devir (RPM), ilerleme hızı, eksenel kesme derinliği ve radyal kesme derinliği, frezeleme işlemini yönetir. Bu kesme parametrelerine hakim olarak, makinistler verimliliği optimize edebilir ve CNC işleme endüstrisini yeni güvenilirlik ve etkinlik yüksekliklerine ilerleterek yüksek kaliteli parçalar üretebilir.
CNC freze Operasyonları ve stratejileri için Başlangıç Kılavuzu
Üretimin hızlı tempolu sırlarında, kesin ve verimli sonuçlar elde etmek esastır. Freze işlemleri, malzemelerin benzersiz doğrulukla şekillendirilmesinde çok önemli bir rol oynar. Mevcut farklı kesme takımları arasında freze takımları çok yönlü ve etkili seçenekler olarak öne çıkar. Bu kılavuzda, bu araçlarla gerçekleştirebileceğiniz çeşitli frezeleme operasyonlarını keşfedeceğiz ve üretim endüstrisi üzerindeki dönüştürücü etkilerini vurgulayacağız.

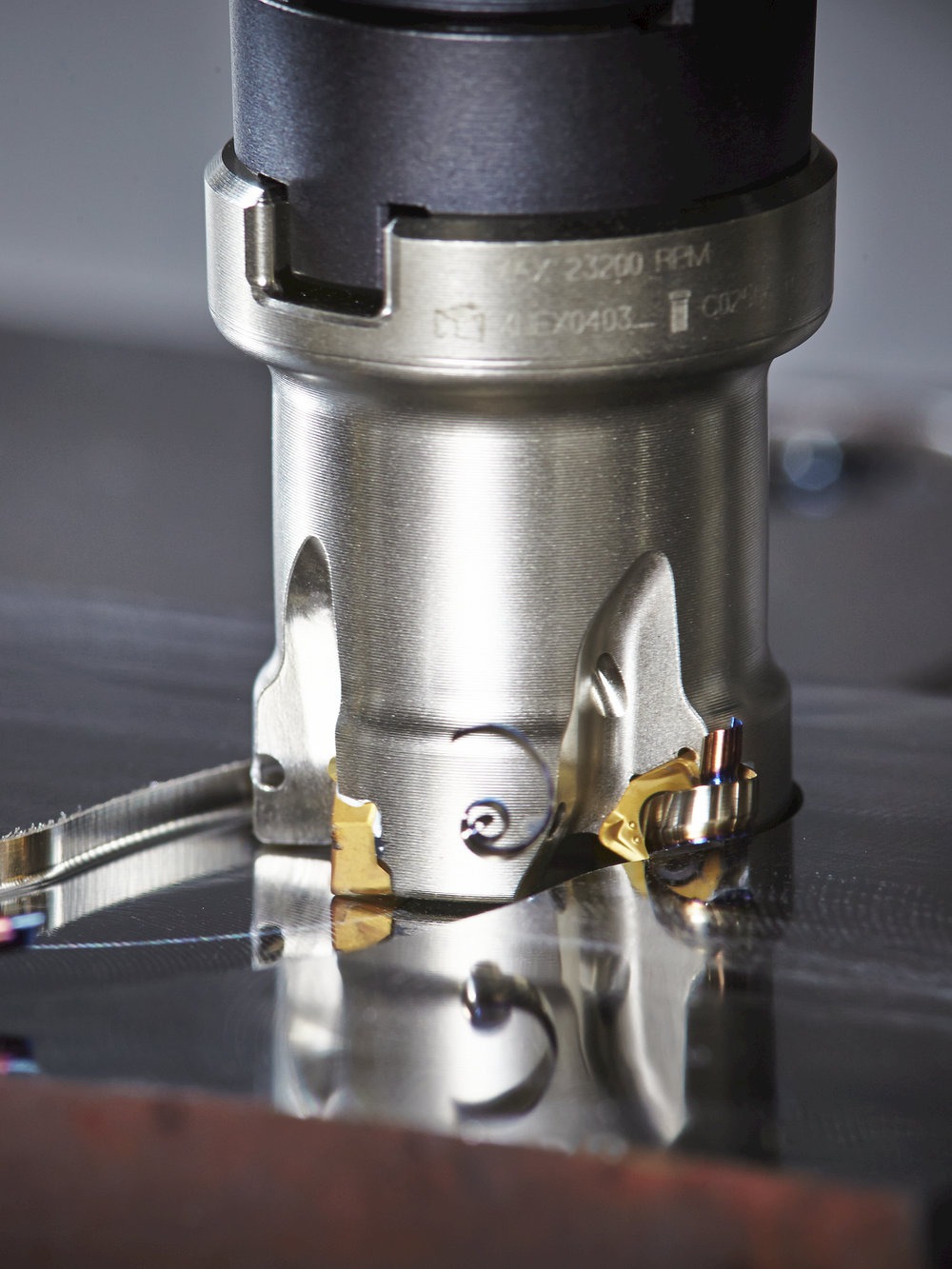
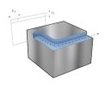
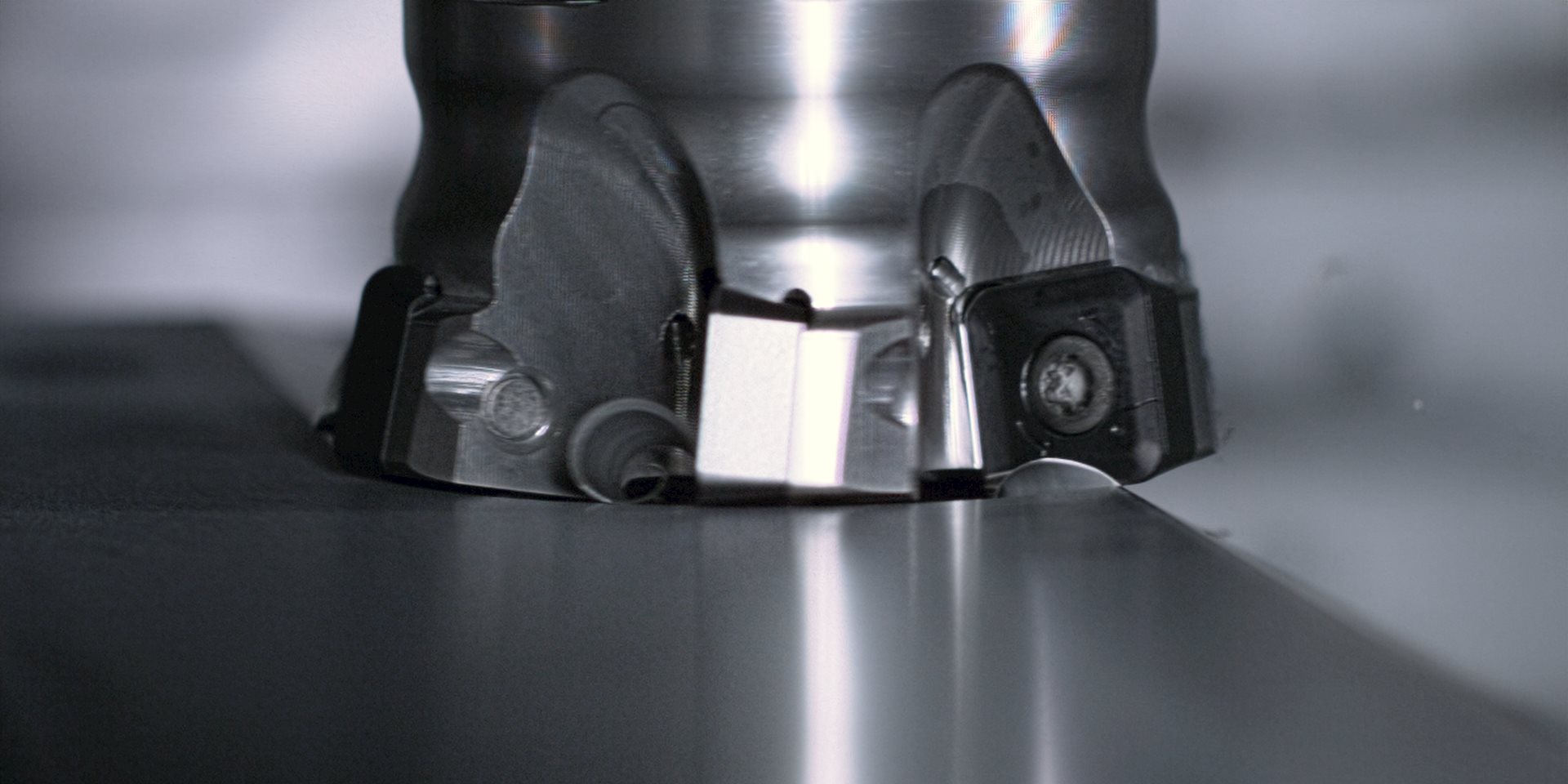
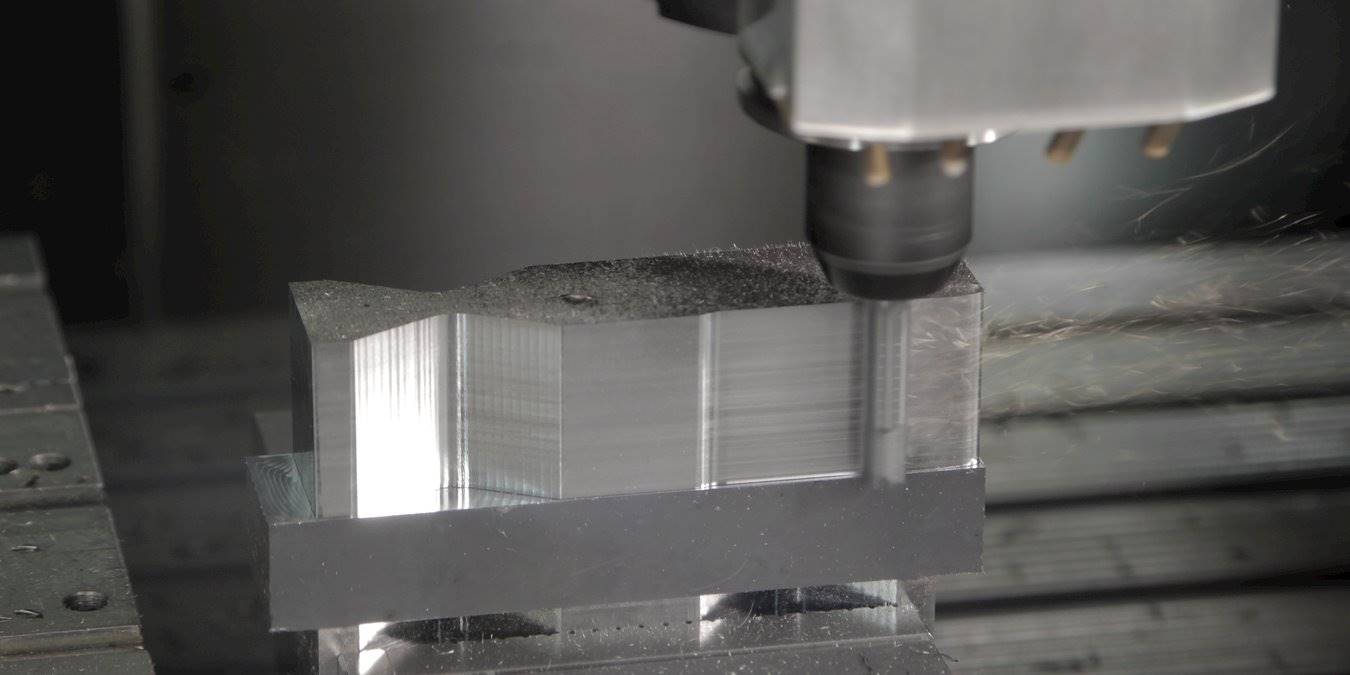
Yüzey frezeleme, bir iş parçası üzerinde düz yüzeyler oluşturmak için kullanılan yaygın bir işlemdir.
Birden fazla kesici kenarı olan freze takımlarıyla, malzemeyi tek bir geçişte etkili bir şekilde çıkarabilirsiniz.
Bu süreç, düzlem yüzeylerine ulaşmak, kaba kesimleri rafine etmek ve yüksek kaliteli yüzeyler elde etmek için hayati önem taşır.
Endüstrilerdeki üreticiler, çok yönlülüğü ve hassasiyeti nedeniyle yüz frezelemeyi severler, bu da onu kusursuz sonuçlar için 'en iyi' seçenek haline getirir.
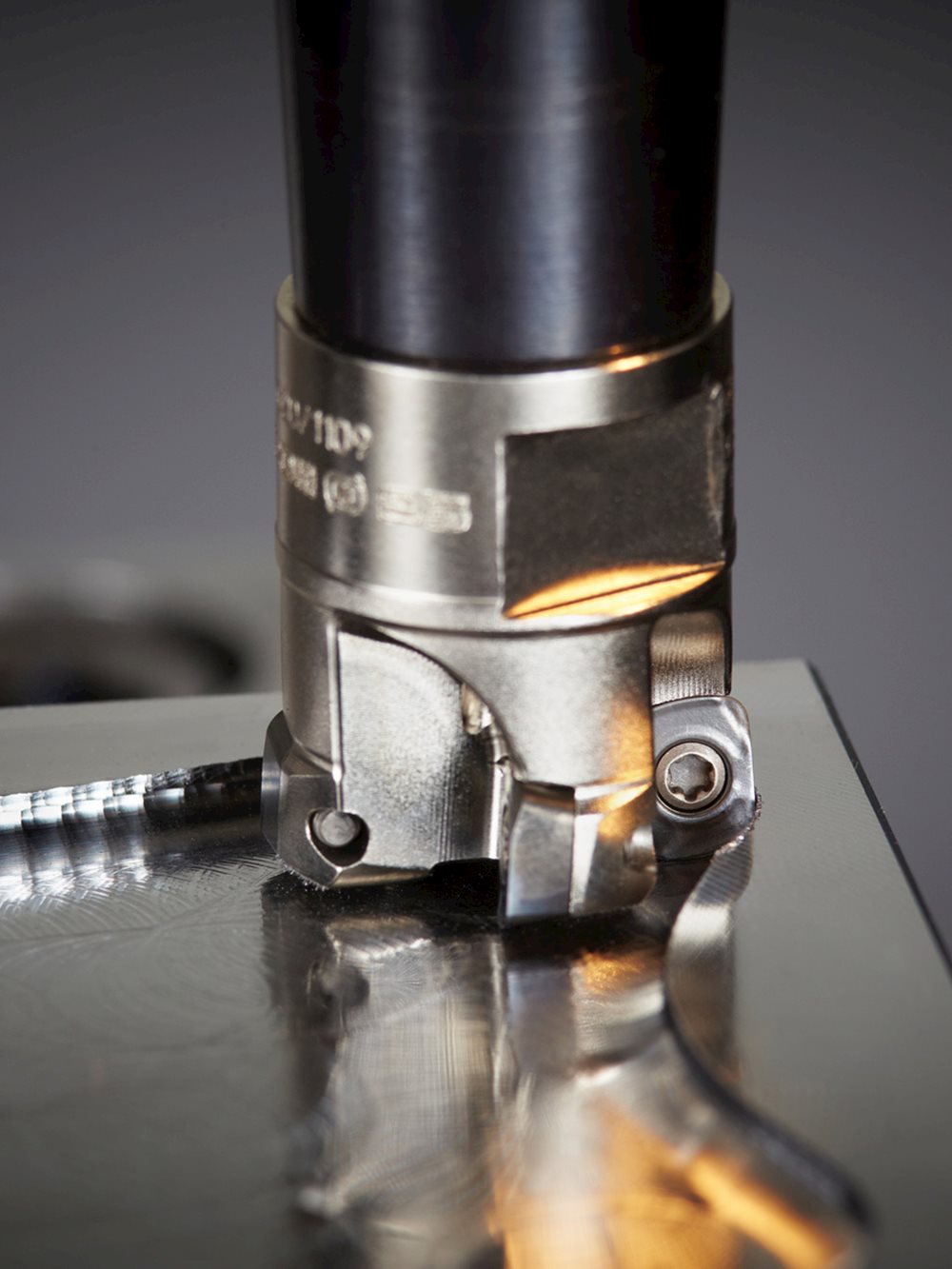
Yan frezelemede (periferik frezeleme olarak bilinir), frezeleme takımı malzemeyi iş parçasının dış kenarlarından çıkarır.
Bu işlem, konturlama, profil oluşturma ve kanal açma için mükemmeldir.
Takımın çoklu kesici kenarları sayesinde, malzemeyi hızlı bir şekilde çıkarabilir ve pürüzlendirme için ideal hale getirebilirsiniz.
Endüstriler, çevresel frezeleme verimliliğinden ve güvenilirliğinden yararlanarak, karmaşık şekiller üretmelerine ve sıkı tasarım özelliklerini karşılamalarına olanak tanır.
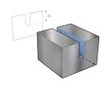
Yuva frezeleme, dar kanalları veya yuvaları iş parçasına kesmeyi içerir.
Freze takımlarının tasarımı, keskin kesici kenarları ve dengeli yapısı nedeniyle hassas yuva frezeleme sağlar.
Bu işlem, anahtar yolları, oluklar ve diğer benzer özelliklerin üretiminde yaygın olarak kullanılmaktadır.
Freze takımları, endüstrilerin kritik bileşenler için gerekli hassasiyeti elde etmesini sağlayarak, yuva frezeleme işlemlerinde olağanüstü performans sunar.
Pahlama ve Eğim Açma: Ustalık açıları

Pahlama ve eğimleme, bir iş parçasının kenarlarındaki kesme açılarını içerir.
Özel pahlama veya eğimli geometrilere sahip freze takımları, tutarlı kenar kaplamaları sağlayarak ve hassas boyutlar sağlayarak bu görevleri doğru ve verimli bir şekilde gerçekleştirir.
Üreticiler kusursuz eğimler ve pahlar elde ederek hem estetik hem de işlevselliği artırabilir.
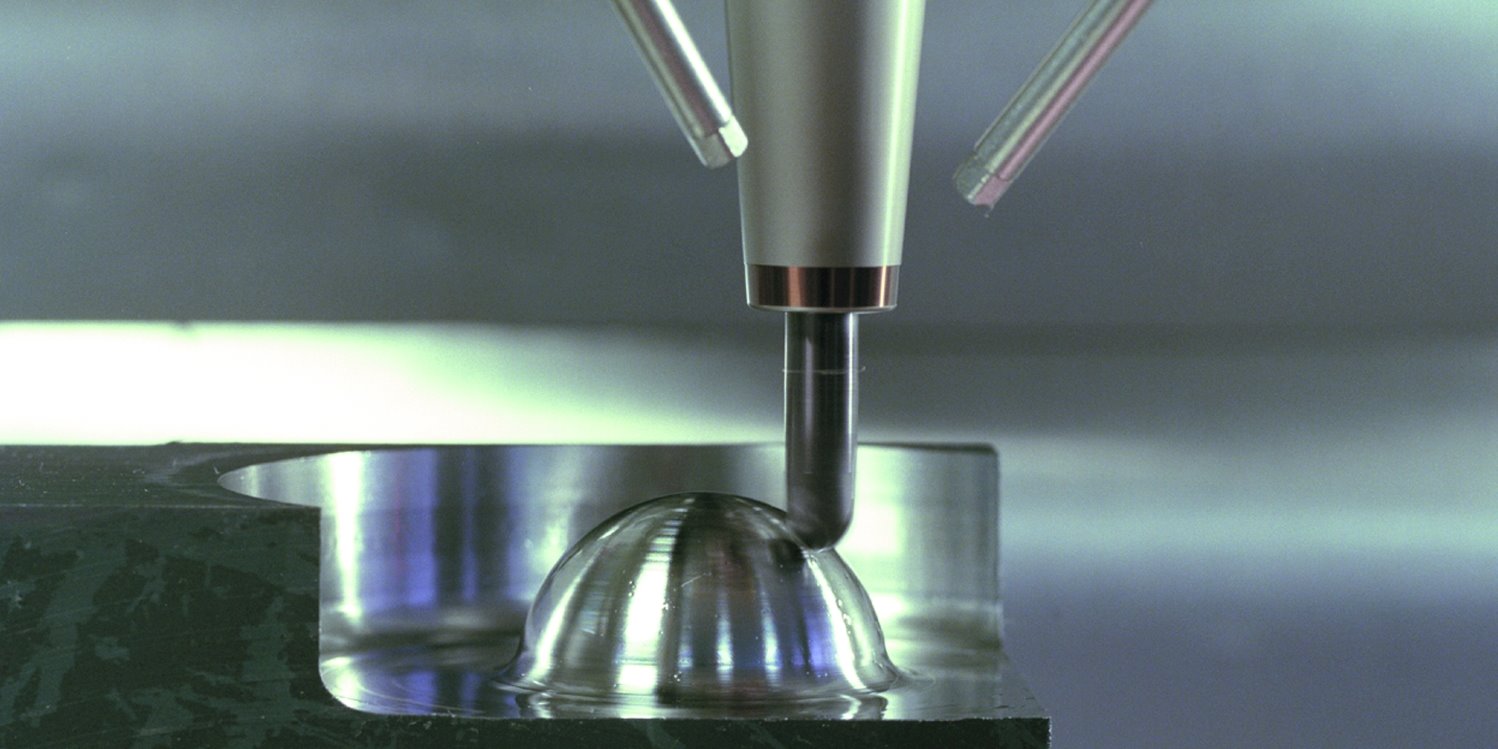
Konturlama olarak da bilinen kopya frezeleme, iş parçasının yüzeyinde karmaşık şekiller oluşturmak için kullanılan bir frezeleme işlemidir.
Bilyalı burun veya köşe yarıçapı tasarımlı freze takımları, iş parçasının konturlarını sorunsuz bir şekilde takip edebildikleri için, mükemmel yüzey kaplaması ve ayrıntısına sahip karmaşık şekiller üretebildikleri için konturlama için idealdir.
Bu işlem, üreticilerin yaratıcılıklarını açığa çıkarmalarını, yenilikçi ve göz alıcı tasarımlar sunmalarını sağlar.
 Bazı freze takımları geleneksel rollerini aşar ve delme sanatını olağanüstü bir hassasiyetle benimser.
Bazı freze takımları geleneksel rollerini aşar ve delme sanatını olağanüstü bir hassasiyetle benimser.
Doğru tasarımla bu çok yönlü frezeleme takımları delme işlemlerini etkili bir şekilde gerçekleştirir ve bu sayede tezgah işlemede çığır açıcı bir rol oynar.
Bu devrimin öncülüğünü yapan solid karbür uçlu frezeler, delme işlerinde değerlerini kanıtlıyor.
Yine de, birkaç seçkin indekslenebilir freze kesicisi de, ustaca delik açmalarını sağlayan benzersiz nokta geometrisi tasarımları sayesinde lige katılıyor.
Bu ustalık, bu freze takımlarını, özellikle yeteneklerinin parladığı belirli uygulamalarda, geleneksel helezon matkaplara uygulanabilir alternatifler olarak konumlandırır.

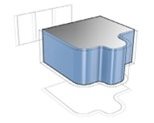
T-kanal frezeleme, T-kanal freze bıçağı kullanılarak iş parçası üzerinde T-kanalları oluşturma işlemidir.
Bu çok yönlü süreç, çeşitli armatürleri ve bileşenleri barındırabilen yuvaların oluşturulmasını sağlar ve bu da birçok üretim uygulaması için gereklidir.
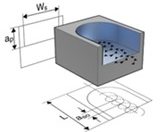
İş parçasının yüzeyinde, testere-freze bıçağı veya uç freze kullanılarak oluk oluşturma işlemidir.
İş parçası freze tezgahına sıkıca sabitlenir ve uç freze bıçağı bir mil üzerine sabitlenerek, kesme derinliği ayarlanarak, iş parçası frezeye doğru ilerletilir ve çalışma yüzeyindeki oluk kesilir.
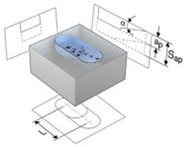
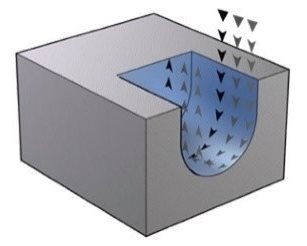
Daldırma frezeleme, freze takımının doğrudan iş parçasına beslenerek cepler veya boşluklar oluşturulduğu bir tekniktir.
Freze takımları, sertlikleri nedeniyle dalma frezelemede üstünlük sağlayarak sapma riskini azaltır ve doğru sonuçlar sağlar.
Bu işlem genellikle kaba işleme ve bitirme işlemlerinde kullanılır ve üreticilere karmaşık tasarımlar ve mükemmel konturlar elde etme araçları sağlar.
Yüksek İlerlemeli Frezeler Hız ve verimlilik İhtiyacı
Yüksek ilerleme frezeleme, geleneksel yöntemlere kıyasla önemli ölçüde daha yüksek ilerleme oranlarına izin verir.
Yüksek ilerlemegeometrileri ile donatılmış özel freze takımları bu işlem için idealdir, talaşları hızla tahliye eder ve malzeme çıkarma oranlarını en üst düzeye çıkarır.
Yeni başlayanlar olarak, yüksek ilerlemeli frezelemeyi benimsemek, daha hızlı kaba işleme işlemleri gerçekleştirmenize ve genel üretkenliği artırmanıza yardımcı olacaktır.
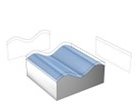
Doğrusal bir harekette rampa, özellikle kapalı yuvalar, cepler ve boşluklarla uğraşırken iş parçalarına yaklaşmak için kullanılan yöntem olarak ortaya çıkar.
Bu verimli yaklaşım, delme ihtiyacını ortadan kaldırarak işleme sürecini kolaylaştırır ve üretkenliği en üst düzeye çıkarır.
Eksenel (Z) ve bir radyal yönde (X veya Y) aynı anda ilerleyerek büyüleyici iki eksenli rampa dansında iç içe geçme.
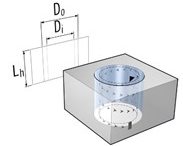
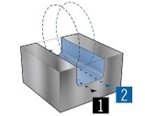
Dairesel enterpolasyon, özellikle 2 eksenli bir yaklaşımda dairesel frezeleme, büyük deliklerin işlenmesi için oldukça etkili bir tekniktir.
Genellikle, iş parçasında önceden delinmiş bir delik ile başlayarak, dik kenar bir freze veya uzun kenarlı freze kesici ile takip ediyoruz.

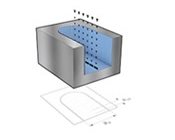
Dairesel rampa ve spiral interpolasyon olarak da bilinen sanatını keşfedin.
Bu gelişmiş teknik, X ve Y yönlerinde eşzamanlı dairesel harekete sahiptir ve Z yönündeki eksenel ilerlemeyle tanımlı bir aralıkta mükemmel bir şekilde senkronize edilir.
Dairesel rampayı benimsemek, geleneksel delme yöntemlerine olağanüstü bir alternatif sunarak işleme çalışmalarınızı benzersiz verimlilik ve incelikle güçlendirir.
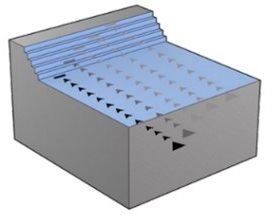
Helisel interpolasyon, birçok nedenden dolayı doğrusal rampa (tam yuvalı) ve dairesel interpolasyon üzerinde yüce hüküm sürer.
Trokoidal frezeleme: Verimliliği optimize edin ve aşınmayı azaltın
Trokoidal frezeleme, dairesel takım yolları kullanarak malzeme çıkarmayı optimize eden yüksek performanslı bir stratejidir.
Çok sayıda kesici kenarı olan freze takımları trokoidal frezelemede harikalar yaratır, takım aşınmasını, kesme kuvvetlerini ve titreşimleri azaltır.
Bu teknik, olağanüstü yüzey kalitesi sağlar ve takım ömrünü uzatarak hassas ve verimli işleme için mükemmel bir seçimdir.
2 boyutlu Gelişmiş frezeleme (Adaptif 2 boyutlu frezeleme ve dinamik frezeleme olarak da bilinir), basit ve karmaşık şekillerin güvenilir bir şekilde işlenmesini sağlayan, sabit bir temas arkını koruyan iyi tanımlanmış takım yollarıyla verimli kaba işlemenin özetidir.
Geniş eksenel kesme (ap) ve küçük radyal kesme derinliklerinin (ae) yüksek ağız başı yüksek ilerleme (fz) ve kesme hızları (Vc) ile birleşerek yüksek üretkenlik sunduğu işleme şeklidir.
Bu güçlü kombinasyon üretkenliği artırır ve işleme çalışmalarınızda en yüksek hassasiyeti sergiler.
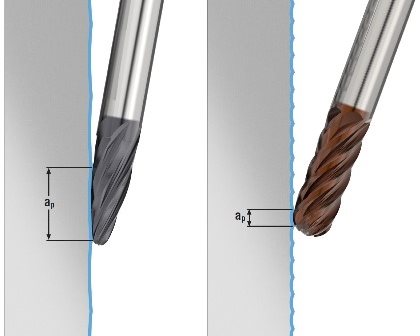
Barrel frezeleme, solid karbür frezelerii ve 5 eksenli bir tezgah kullanan özel bir işleme işlemidir. Yenilikçi daire-segment uç freze geometrileriyle, geleneksel küresel uçlu uç frezelere kıyasla parçaları %80'e kadar daha hızlı bitirebilirsiniz; çünkü bu daire-segment uç frezeler, son frezeleme sırasında artan adım atma mesafesine olanak tanıyan önemli ölçüde daha büyük bir yarıçapa sahip benzersiz bir kontura sahiptir.
Barrel uç frezeleri, minimum stok giderimi ile 3 boyutlu yüzeyler için sonlandırma ve yarı sonlandırma işleme görevlerinde olağanüstü uzmanlık gösterir. Bu, yüksek ilerleme hızlarında çalışabilmelerini sağlayan benzersiz toroidal kesme geometrileri ile mümkün olur ve daha fazla verimlilik için talaş inceltme etkisinden yararlanır.
İtme-çekme frezeleme, istenen formun profilini titizlikle takip ederek senkronize bir aşağı ve yukarı kopyalama hareketi yürütmeyi içeren sofistike bir 3 boyutlu işleme yöntemidir.
Bu yenilikçi yaklaşım, gelişmiş hassasiyet ve verimlilik sunarak modern işleme uygulamalarında tercih edilen bir seçenek haline getirir.
Bir çubuk ağzına veya boruya monte edilen ve freze tezgah milinde tutulan kesme bıçakları, kolaylaştırılmış kesme görevleri için mükemmeldir. 3 + 2 eksenli veya 5 eksenli tezgah hareketi ile bu bıçaklar, optimum açılardan hassas kesimler sunarak üretkenliği ve doğruluğu artırır. Kesme bıçaklarının 5 eksenli iş akışınıza entegre edilmesi, çok işlevli özelliklerin kilidini açarak verimliliği optimize eder ve kurulumları basitleştirir. Bu dinamik ikiliyi kucaklayın ve hassas işlemenizi yeni seviyelere yükseltin.
Genel işleme, ae-ap oranının çalışmaya göre ayarlanabileceği çeşitli uygulamalar için uygun çok yönlü bir stratejidir. En iyi yanı, temel CNC teknolojisi ile erişilebilir olmasını sağlayan özel tezgah gereksinimlerinin olmamasıdır. Son derece gelişmiş yöntemler için uygun olmasa da, ortalama metal kaldırma oranlarına ulaşarak sürekli olarak tatmin edici sonuçlar verir. Uygulama alanları genellikle küçük ölçekli partiler ve geniş malzeme çeşitlerinden oluşur.
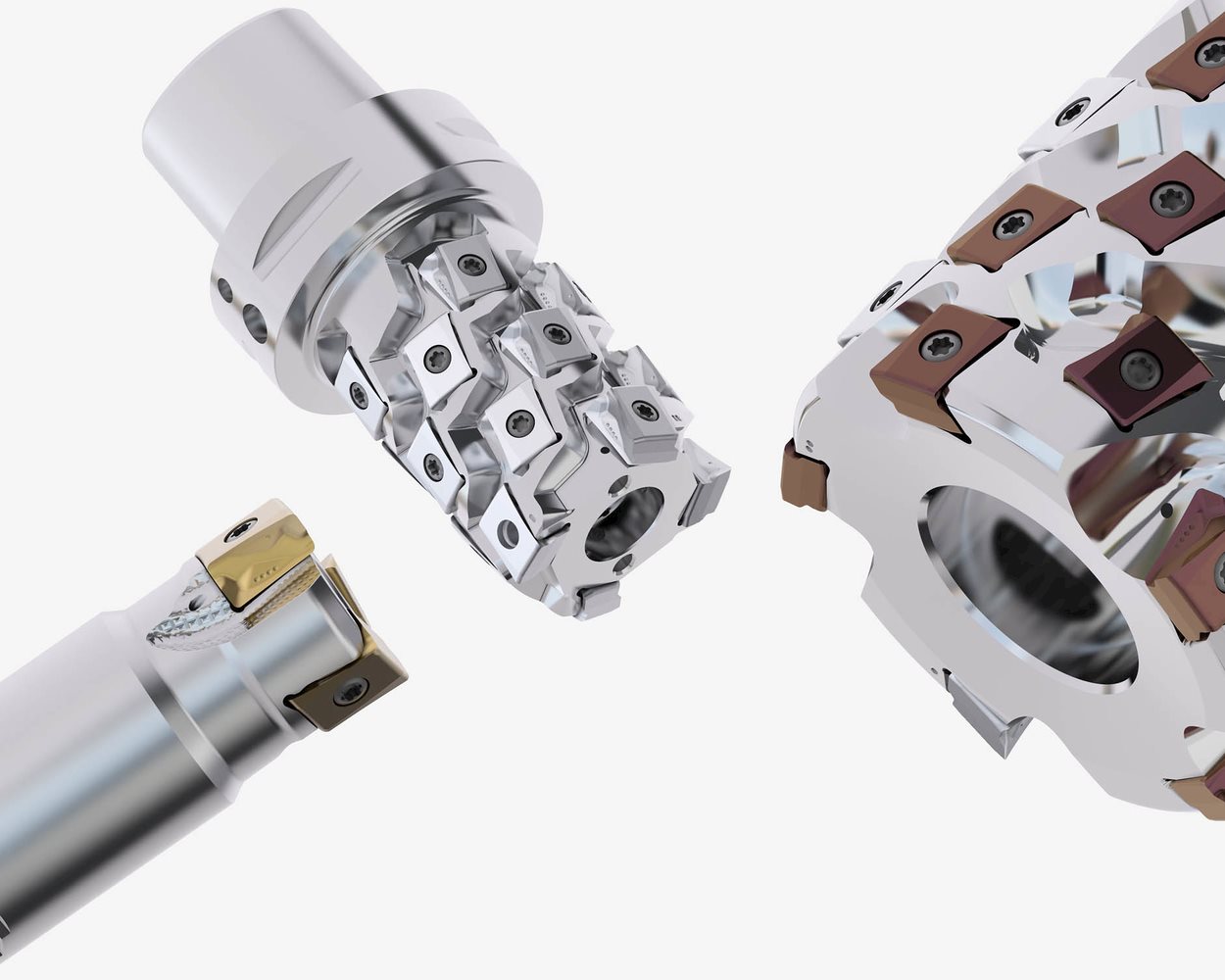
İndekslenebilir freze için özel bir gereklilik bulunmamakla birlikte, solid karbür uç freze özellikleri arasında uzun kesme uzunlukları ve ince çekirdek çapları yer alır ve mükemmel performans ve talaş tahliyesi sağlar.

HPM stratejisi, son derece yüksek metal kaldırma oranlarına ulaşmanızı sağlar. Genel işleme ile karşılaştırıldığında önemli ölçüde daha yüksek bir talaş yükü kullanarak üretkenliği en üst düzeye çıkarabilirsiniz. Yüksek stabilite, güç, CNC kontrolü ve sert bir kelepçeleme sistemi, CNC makine gereksinimleridir. HPM, üretim süresinin kritik olduğu seri üretim ortamlarında veya bireysel ürünler için yüksek bir metal temizleme oranı (Q cm3/dak) gerektiren uygulamalarda mükemmeldir.
Flütteki talaş kalıpları, uç koruması, pürüzsüz şekilli talaş alanı ve çeşitli kaplamalar gibi özel takım özellikleri performansı artırır.
Yüksek İlerlemeli İşleme: “Hızlı ilerleme oranları ve kusursuz bitişlerle öne çıkın!”
Büyük radyal devreye alma ve küçük eksenel derinliklere sahip yüksek ilerleme hızları söz konusu olduğunda, HFM en iyi stratejidir. Genel işleme ile karşılaştırıldığında, bu teknik, artan tabla lerleme sayesinde yüksek metal çıkarma oranlarına ve üstün yüzey kaplamalarına izin verir. HFM'nin avantajları, kullanıcı dostu olma, CAM'de programlama kolaylığı ve güvenliğe uzanır. Kapsamlı programlama deneyimi olmasa bile, karmaşık formlar nispeten kolay programlanabilir. Çoğu malzeme için ideal bir kaba işleme işlemidir ve derin cep işleme uygulamalarında bulunur.
Bu aletler, ön dişleri özel olarak geliştirmiştir ve bu kesicilere çok kısa bir kesme uzunluğu verir.
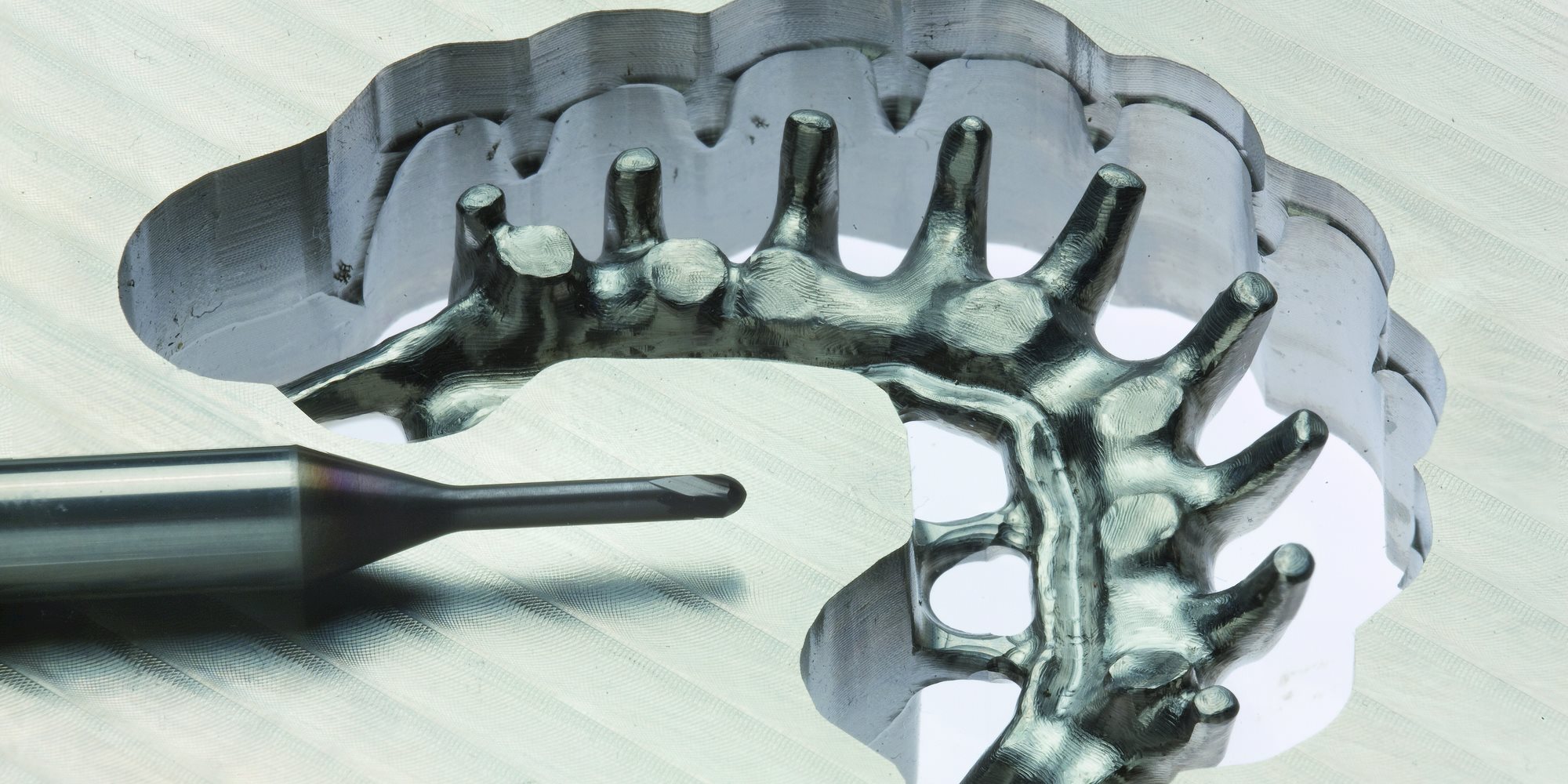
Mikro işleme, hassas kritik uygulamalar için küçük alet çapları (Ø 0.1 ila 2.0 mm) kullanan CNC'nin isimsiz kahramanıdır. Titiz işçilik ile, çeşitli malzemelerde karmaşık boşluklar yaratır. Hassasiyet ve stabilite çok önemlidir, yüksek mil doğruluğu, RPM kontrolü ve termal stabilite gerektirir. Tıptan elektroniğe, mikro işleme modern teknolojide hayati bir rol oynamaktadır.
Bu özel stratejide kullanılan takımlar, Ø 0.1 ila 2.0 mm arasında değişen inanılmaz derecede küçük takım çaplarını kullanmayı içerir. Küçük boyutlarına rağmen, bu küçük takımlar güçlü bir hassasiyete sahiptir ve kusursuz ayrıntılarla karmaşık bileşenler oluşturur.
Yüksek hızlı İşleme (HSM): “Hızlı ve hassas – hızın mükemmellikle buluştuğu yer!”
Küçük radyal kesme derinliği, yüksek kesme hızı ve tabla ilerlemesi
kullanılan bir işleme stratejisidir. Sonuç, genel işleme ile karşılaştırıldığında olağanüstü metal çıkarma oranları ve üstün yüzey kaplamalarıdır. HSM'nin ayırt edici özellikleri, nispeten düşük kesme kuvvetleri, hem takımda hem de iş parçasında azaltılmış ısı birikimi, minimum çapak oluşumu ve yüksek boyutlu doğruluktur. Hızlı CNC kontrolü, yüksek devir ve eksene hızlı iletim gerekli CNC tezgah gereksinimleridir. Kalıpçılık endüstrisinde sertleştirilmiş çelikte (48-62 HRc), kısa sürede semi-finiş ve finiş operasyonlar içindir. Diğer malzemelerde ileri düzey işleme metodları ve doğru takım kullanıldığı zaman da bu teknik uygulanabilir.
Bu teknikten tam olarak yararlanmak için iyi şekillendirilmiş talaş alanı ve kaplamaları olan kararlı aletler önerilir.
Optirough, Dynamic Milling, Adaptive Roughing gibi bu gelişmiş kaba işleme stratejisi için pek çok isim ve daha fazlası ile bu strateji hassasiyet ve üretkenlik göz önünde bulundurularak tasarlanmıştır. Basit ve kompleks şekiller üzerinde sürekli bir yay ile iyi tanımlanmış takım yolları. Geniş eksenel kesme (ap) ve küçük radyal kesme derinliklerinin (ae) yüksek ağız başı yüksek ilerleme (fz) ve kesme hızları (Vc) ile birleşerek yüksek üretkenlik sunduğu işleme şeklidir. Temas arkının azaltılması, kaba işleme işlemleri sırasında ısı üretimini en aza indirerek daha yüksek kesme hızları ve daha kısa çevrim süreleri sağlar. Cam tabanlı kaba işleme yaklaşımlarımız, kesme takımının temas arkı ve ortalama talaş yükü üzerine odaklanarak etkileyici performans ve verimlilik sağlar.
Çoğu insan genellikle bu stratejiyle solid karbür uç kullanmasına rağmen, gerçek şu ki, indekslenebilir bir freze de kullanabilirsiniz! Bunun nedeni, bu stratejinin, freze aracınızın tam potansiyelini en üst düzeye çıkarmak için cam yazılımınızı kullanmakla ilgili olmasıdır.
Bu makalede, çeşitli ileri frezeleme operasyonlarını araştırdınız ve işleme becerilerinizi geliştirebilecek en son teknikler hakkında bilgi edindiniz. Bu yöntemleri repertuarınıza dahil ederek ve uygulamalı deneyim kazanarak, freze araçlarının gerçek potansiyelini ortaya çıkaracaksınız.
Bu üç bölümlük seriyi bitirirken, “İşleme sırlarının açıklanması: Yeni başlayanlar CNC freze Operasyonları ve stratejileri Rehberi ”, hassas Metal İşleme Sırları hakkında paha biçilmez bilgiler kazandığınızı umuyoruz. Genel işlemeden mikro işlemeye, HSM'ye ve gelişmiş kaba işlemeye kadar, her strateji benzersiz avantajlar ve uygulamalar sunar.
Unutmayın ki pratik, sabır ve detaylara dikkat etmek, yetenekli bir makinist olmanın anahtarıdır. Bu bilgi ile donanmış, hassas metal işleme sanatında ustalaşma yolunda iyi bir şekilde ilerliyorsunuz.
Kaba işleme ve bitirme: Sizin İkili gücünüz
Freze takımları hem kaba işleme hem de son işlem işlemleri için mükemmeldir. Mukavemet ve keskin kesici kenarlar kombinasyonu, kaba işleme sırasında hızlı malzeme çıkarılmasına olanak sağlarken, yüksek hassasiyeti koruma yetenekleri, son işlem geçişleri sırasında üstün yüzey kaplaması sağlar. Bu çok yönlülük, freze takımlarını işleme için vazgeçilmez hale getirerek üreticilerin üretkenliği optimize etmesini ve kusursuz sonuçlar elde etmesini sağlar.
İlk üç bölümlük serimizin son bölümünü bitirirken, “İşleme sırlarının açıklanması: Yeni başlayanlar CNC freze Operasyonları ve stratejileri Rehberi, “freze takımlarının inanılmaz potansiyeline ve üretim endüstrisini şekillendirmedeki vazgeçilmez rollerine tanık olduk. Yüzey frezeleme ve çevresel frezeleme işlemlerinden delme ve konturlamaya kadar, frezeleme işlemlerinin çok yönlülüğünün hassas ve verimli sonuçlar vermede benzersiz olduğu kanıtlanmıştır.
Üç bölümlü serinin ikinci bölümü için bizi takip etmeye devam edin; burada, ileri freze operasyonlarına ve frezeleme yeteneklerinin sınırlarını zorlamaya devam eden en son yeniliklere daha fazla değineceğiz. Üretim için daha parlak ve daha yenilikçi bir geleceğin yolunu açarken bize katılın. Freze takımlarının gücü sizi bekliyor, yeni olasılıkların kilidini açmaya ve işleme çabalarınızı benzersiz yüksekliklere yükseltmeye hazır!
Inline Content - Survey
Current code - 5fce8e61489f3034e74adc64