โรงงานต่างๆ หันมาใช้การกัดหยาบอย่างมีประสิทธิภาพ
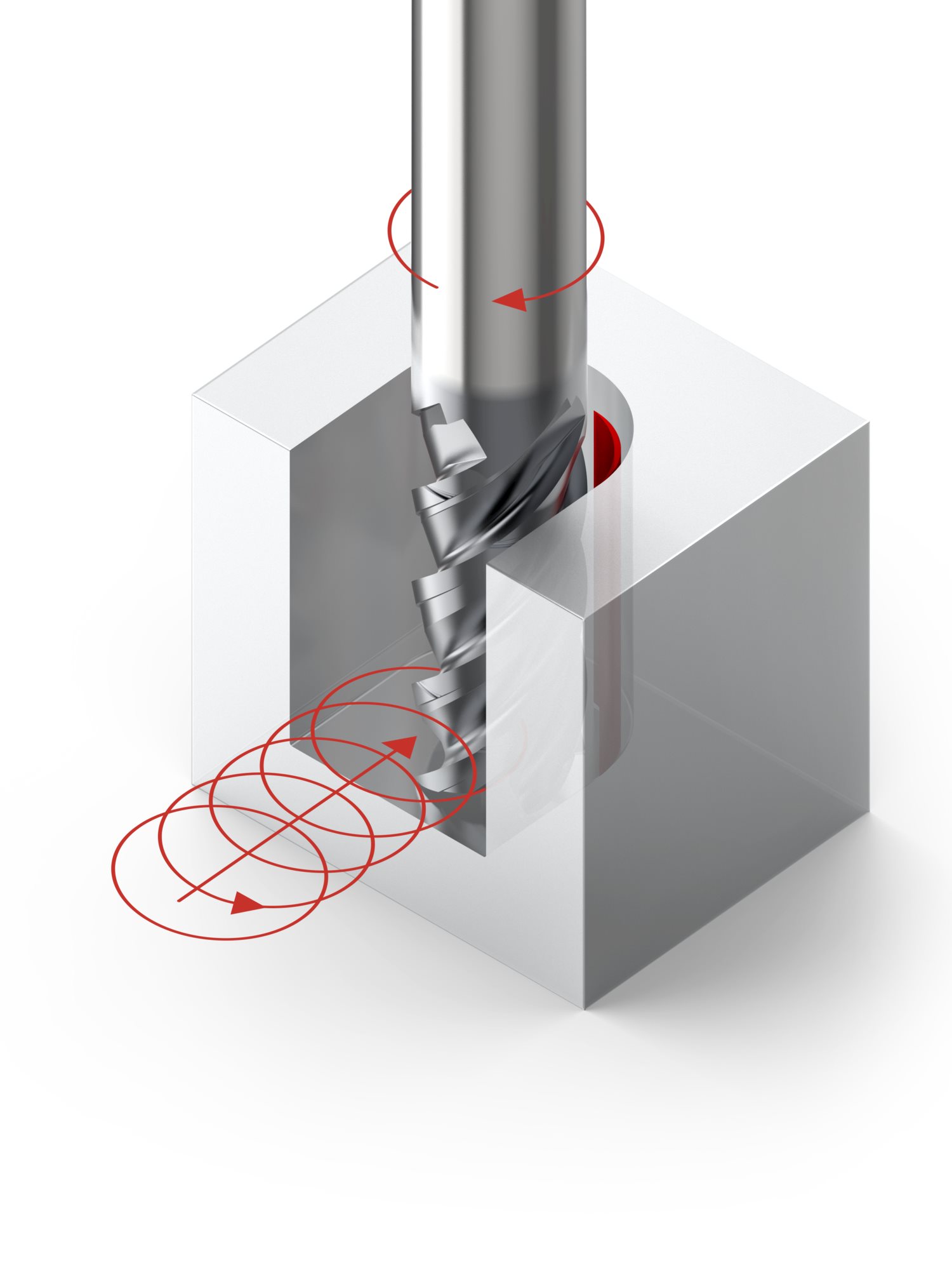
เพื่อเพิ่มประสิทธิภาพการกัดหยาบแบบเดิม โรงงานต้องเลือกใช้ความเร็วและการป้อนที่เครื่องจักรและซอฟต์แวร์ของตนสามารถรองรับได้ตลอดเส้นทางการกัดแต่ละเส้นทางแม้ว่าเป้าหมายในการกัดหยาบแบบทั่วไปคือการขจัดวัสดุให้ได้มากที่สุดในการทำงานในครั้งเดียว ในทางกลับกัน การกัดแบบไดนามิก จะขึ้นอยู่กับการรักษามุมสัมผัส (AOE) หรือส่วนโค้งที่สัมผัสกับเครื่องมือตัดให้คงที่ เพื่อเพิ่มประสิทธิภาพการทำงานกัดหยาบ เนื่องจากการเปลี่ยนแปลงใดๆ ใน AOE ของดอกกัดกับชิ้นส่วนส่งผลต่อเครื่องมือ ชิ้นงาน เครื่องจักร AOE ที่สม่ำเสมอพร้อมกับความเร็วและการป้อนที่ยั่งยืน ช่วยยืดอายุการใช้งานของเครื่องมือและสร้างชิ้นส่วนที่มีคุณภาพ
เพื่อเพิ่มประสิทธิภาพการกัดหยาบแบบเดิม โรงงานต้องเลือกใช้ความเร็วและการป้อนที่เครื่องจักรและซอฟต์แวร์ของตนสามารถรองรับได้ตลอดเส้นทางการกัดแต่ละเส้นทาง การใช้ดอกกัด 4 หรือ 5 ฟันและทำการกัดร่องมาตรฐานเป็นประจำ โรงงานต้องใช้หน้าสัมผัส 50% ถึง 100% ของเครื่องมือ แต่น่าเสียดายที่แนวทางในการปฏิบัตินี้ จะเกิดปัญหาขึ้นเมื่อเครื่องมือกัดเข้ามุม
เนื่องจากไม่ได้ปรับระยะขยับของเครื่องมือตามนั้น ดอกกัดจึงทำงานมากเกินไปจนทำให้เกิดการสะท้าน ในทางกลับกัน การสะท้านนี้จะถ่ายโอนไปยังพื้นผิวของชิ้นส่วน และทำให้เครื่องมือสึกหรอก่อนเวลาอันควร รวมถึงพื้นผิวที่ได้มีคุณภาพไม่ดี ซึ่งต้องอาศัยการทำงานขั้นที่สองเพื่อให้ครอบคลุม
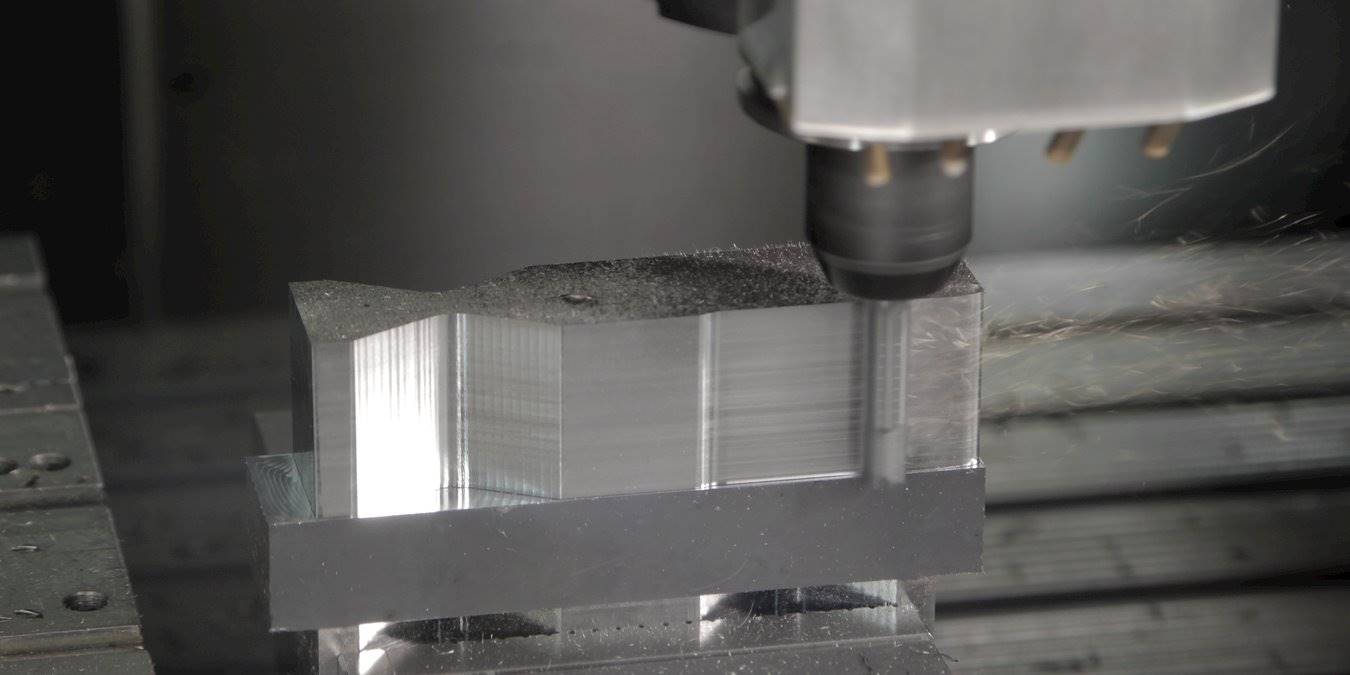
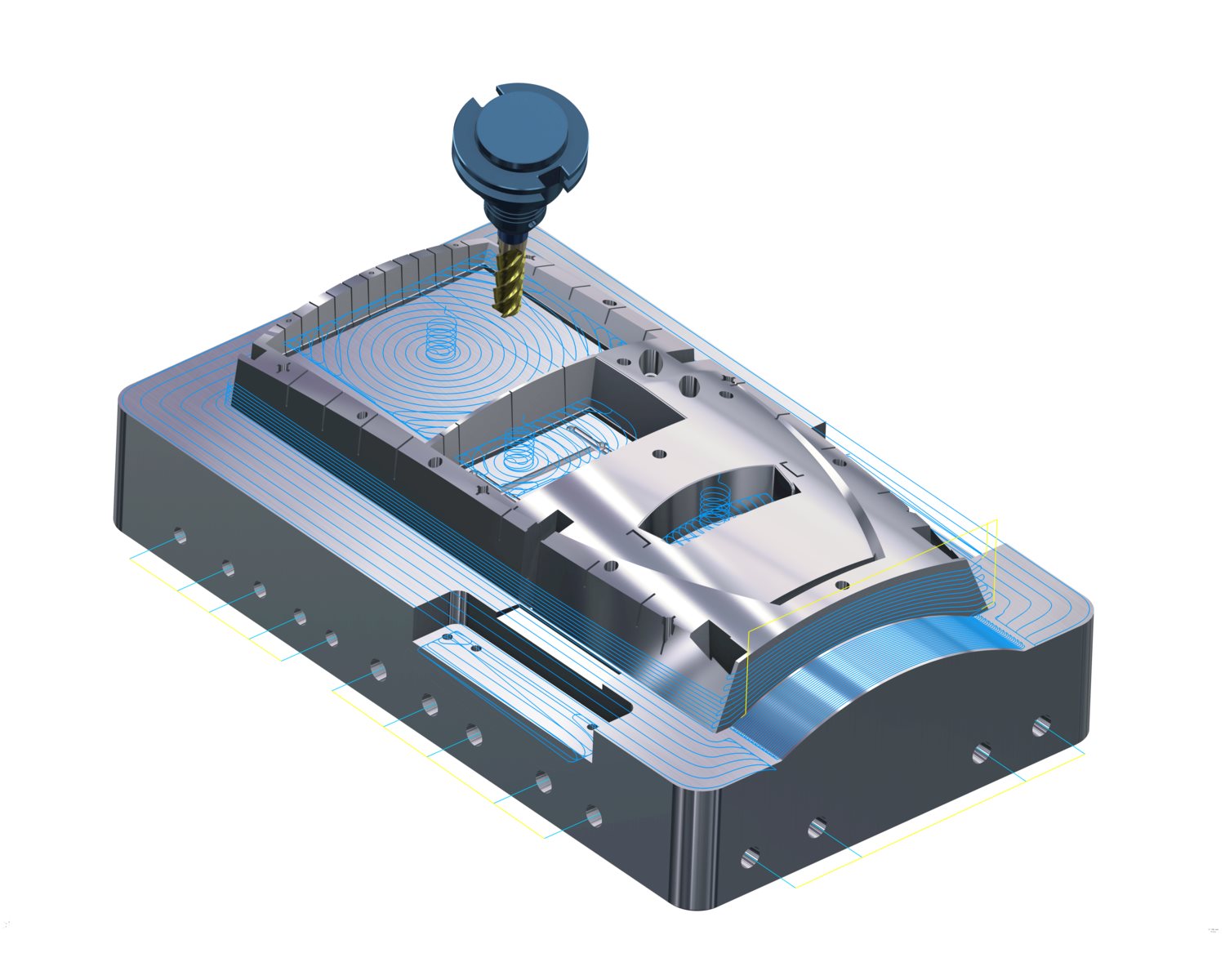
การกัดแบบไดนามิกเหมาะอย่างยิ่งสำหรับชิ้นส่วนประเภทรูปทรงปริซึม 2 มิติ และคุณลักษณะของชิ้นส่วนใดๆ ที่ช่วยให้สามารถใช้ความยาวของร่องฟันทั้งหมดของดอกกัดได้ที่หน้าสัมผัสแนวรัศมี 2 ถึง 5xD การใช้ชิ้นส่วนที่จำเป็นดังกล่าวมักพบในภาคอุตสาหกรรมการผลิตหลายประเภท ตั้งแต่การเพทย์ไปจนถึงการผลิตแม่พิมพ์
ในการใช้งานทาง การแพทย์ โดยทั่วไปผู้ผลิตมักจะกัดหยาบกระดูกหน้าแข็งเทียมหัวเข่าจากวัสดุแข็ง แม้ว่าดอกกัดสี่ฟันจะเข้ากันได้ดีกับงานนี้ แต่ดอกกัดห้าหรือหกฟันจะช่วยให้ผู้ผลิตเหล่านั้นสามารถใช้การกัดแบบไดนามิกได้ เกลียว มุมคาย มุมหลบและร่องฟันที่สั้นของดอกกัดเหล่านี้รวมกัน เพื่อสร้างเครื่องมือกัดหยาบที่แข็งแรง ซึ่งรองรับการกัดหยาบด้านข้างและเทคนิคการกัดแบบไดนามิกสำหรับรอบเวลาทำงานสั้นลงและอายุการใช้งานเครื่องมือยาวนานขึ้น
เนื่องจากการกัดแบบไดนามิกทำให้การกัดหยาบสั้นลงอย่างมาก และรอบเวลาทำงานก็สั้นลง การใช้งานนี้จึงเพิ่มขึ้นในทุกส่วนของอุตสาหกรรม ยกตัวอย่างเช่นการผลิตแม่พิมพ์ เมื่อทำการกัดหยาบแม่พิมพ์ ผู้ผลิตแม่พิมพ์จะพยายามสร้างรูปร่างที่ใกล้เคียงรูปร่างจริง โดยใช้เวลาสั้นที่สุดเท่าที่จะเป็นไปได้ การกัดแบบไดนามิกช่วยให้บรรลุเป้าหมายดังกล่าวได้ โดยรับประกัน AOE ที่สม่ำเสมอ ซึ่งช่วยให้สามารถขจัดวัสดุได้เร็วขึ้น
วัสดุชิ้นส่วนที่เหมาะสำหรับการกัดแบบไดนามิกคือ วัสดุที่มีแนวโน้มจะแข็งตัวเนื่องจากความร้อนที่เกิดขึ้นระหว่างการกัดหยาบแบบทั่วไป ประกอบด้วยเหล็กกล้าเครื่องมือ, สเตนเลส Duplex, สเตนเลส PH, InconelÒ, ไทเทเนียมและอัลลอยอุณหภูมิสูง ในทางกลับกัน การกัดแบบไดนามิกจะสร้างระดับความร้อนที่ต่ำในบริเวณการตัด ซึ่งในทางกลับกันก็จะช่วยลดโอกาสที่ชิ้นส่วนจะเสียรูปและยืดอายุการใช้งานของเครื่องมือ
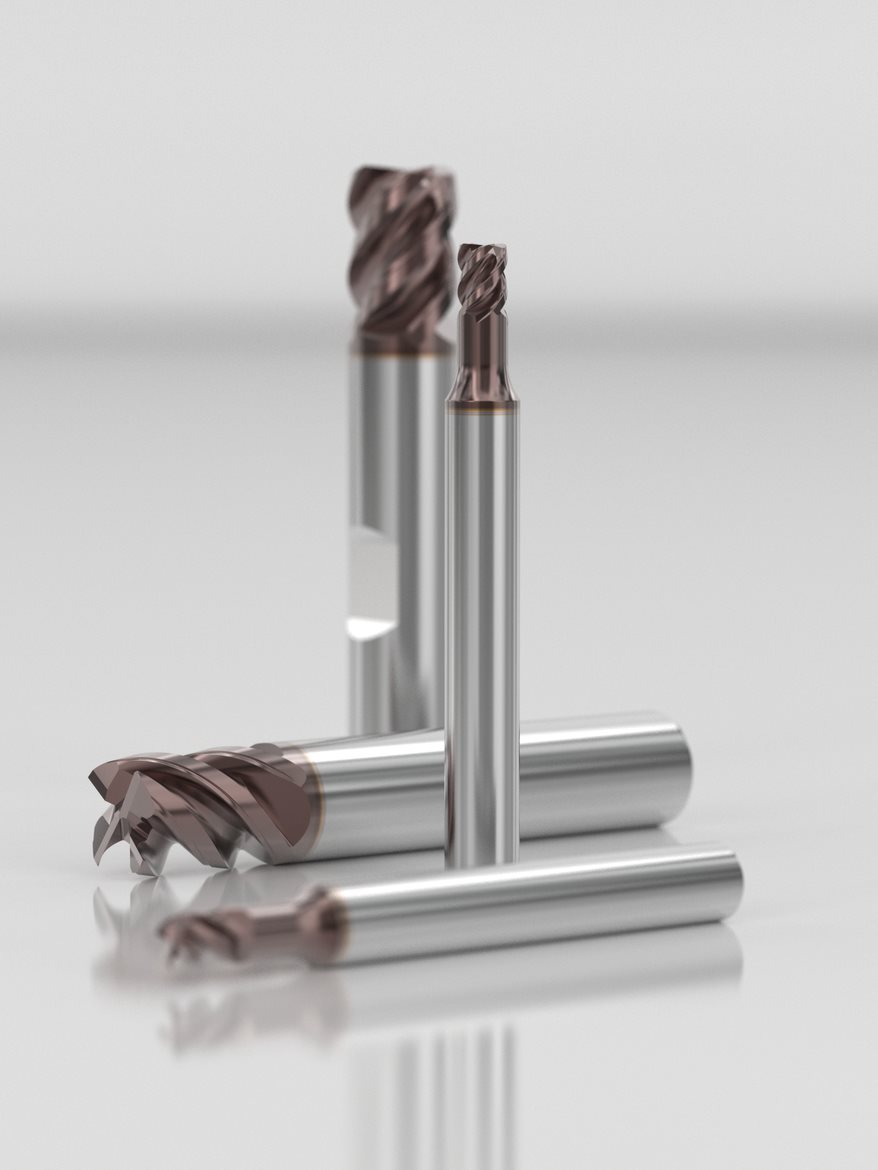
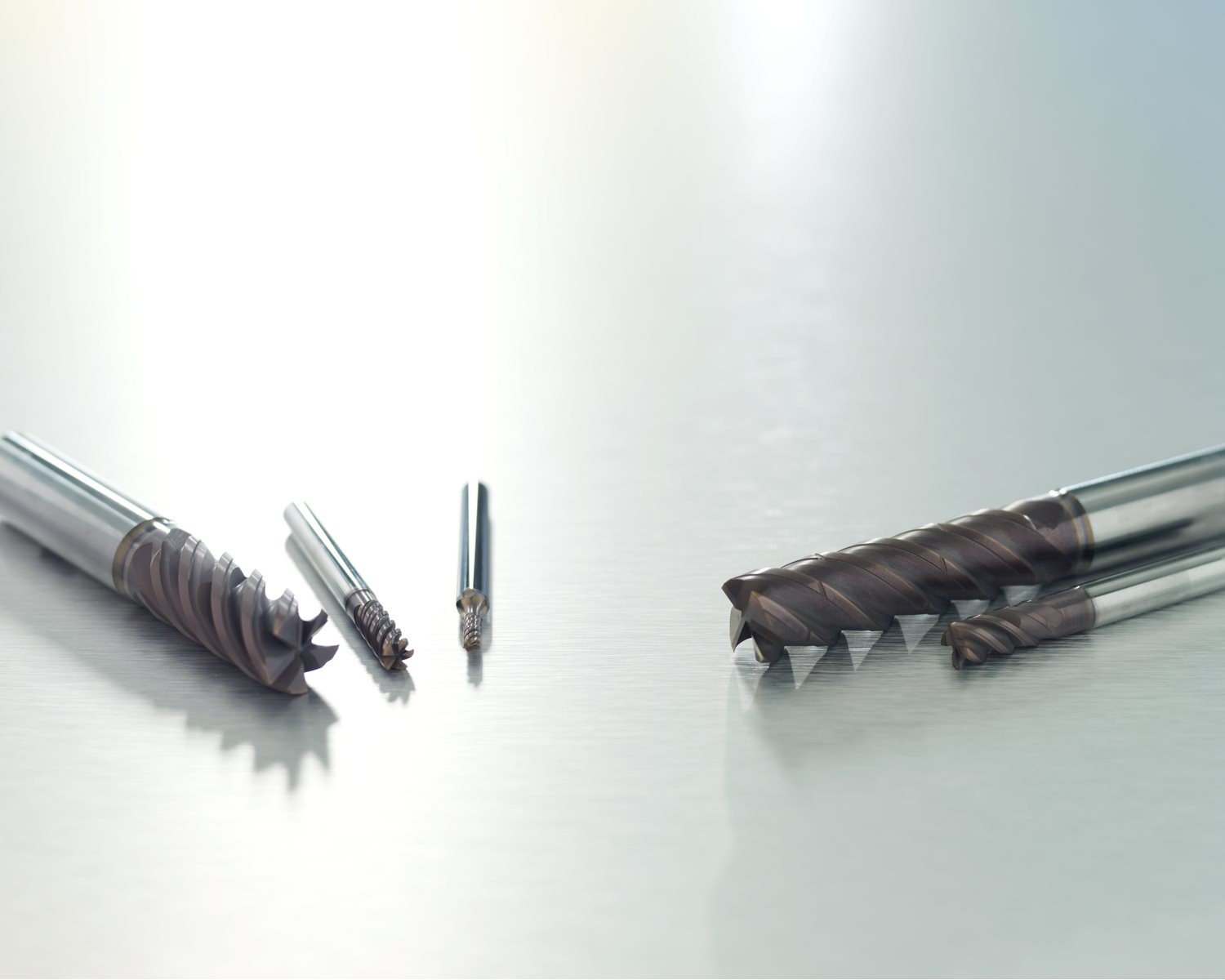
ไม่ว่าจะใช้งานกับชิ้นส่วนใด การควบคุมเศษ เป็นสิ่งจำเป็นเพื่อให้การกัดแบบไดนามิกประสบความสำเร็จ ซึ่งเป็นสาเหตุทำให้ดอกกัดพัฒนาขึ้นสำหรับกลยุทธ์นี้ จึงมีการออกแบบตัวแยกเศษขั้นสูง ตัวแยกเศษเหล่านี้ให้การควบคุมเศษที่มีประสิทธิภาพ แม้ในการใช้งานที่ต้องการความลึกของการตัดสูงถึงห้าเท่าของเส้นผ่านศูนย์กลางเครื่องมือ เทคโนโลยีตัวแยกเศษดังกล่าวใช้กับดอกกัดเหมือนกับกลุ่มผลิตภัณฑ์ดอกกัดหลายร่องฟันของการกัดโซลิด Seco
กลุ่มดอกกัดที่หลากหลายนี้มีเครื่องมือมากกว่า 740 รายการ ซึ่งทั้งหมดได้รับการพัฒนาเพื่อการกัดแบบไดนามิกโดยเฉพาะ ภายในกลุ่มผลิตภัณฑ์จะประกอบด้วยชุดดอกกัด 6, 7 และ 9 ฟัน ซึ่งทั้งหมดมีคุณสมบัติมุมหลบเยื้องศูนย์ OD ซึ่งทำให้คมตัดแข็งแก่งขึ้น และร่องฟันแบบแปรผันเพื่อลดการสั่นสะเทือนและให้การตัดที่ราบรื่นและผิวสำเร็จที่ดีขึ้น
ตัวแปรสำคัญของการกัดแบบไดนามิกได้แก่ เครื่องจักร, ซอฟต์แวร์ CAM, ดอกกัดและตัวจับยึดเครื่องมือ ซึ่งแต่ละรายการมีผลกระทบต่อความสำเร็จของกระบวนการและประสิทธิภาพของเครื่องมือ ในด้านเครื่องจักร จำเป็นต้องมีความสามารถในการเร่งความเร็ว/ลดความเร็วที่สูงสำหรับการกัดแบบไดนามิก เครื่องจักรยังต้องมีการควบคุมที่มีฟังก์ชันการวางแผนล่วงหน้าขั้นสูง (สองสามพันบรรทัด) กระจกสเกล และความแข็งแกร่งโดยรวมที่ดี เพื่อให้ทันกับเส้นทางของดอกกัดที่ค่อนข้างซับซ้อน ซึ่งเกี่ยวข้องกับการกัดแบบไดนามิก
อย่างไรก็ตาม การกัดแบบไดนามิกยังคงมีการพัฒนาอย่างต่อเนื่อง ตัวอย่างเช่น Seco ยกระดับการกัดแบบไดนามิกไปสู่ระดับที่สูงขึ้นโดยใช้เครื่องมือที่มีฟันมากขึ้น – ตั้งแต่ 6 ถึง 9 ฟัน – และลดความลึกของการตัดในแนวรัศมีลง ซึ่งหมายความว่าขัั้นตอนการทำงานจะลดลง แต่อัตราป้อนงานต่อฟันจะเพิ่มขึ้นเพื่อเพิ่มอัตราการขจัดวัสดุ ความปลอดภัยของกระบวนการและอายุการใช้งานของเครื่องมือ แม้ว่าความยาวร่องฟัน 2 และ 3xD จะเป็นมาตรฐาน แต่ Seco ก็ก้าวไปสู่ 4 และ 5xD ซึ่งหมายความว่าโรงงานสามารถใช้ประโยชน์จากความยาวคมตัดของเครื่องมือเพื่อเพิ่มประสิทธิภาพด้านต้นทุนได้
พบคำแนะนำฟรีเกี่ยวกับการกัดแบบไดนามิก
เพื่อเพิ่มอายุการใช้งานเครื่องมือในการกัดแบบไดนามิก โรงงานจึงมีแนวโน้มที่จะลดระยะขยับลงอีก ตัวอย่างเช่น เครื่องมือ 6 ฟัน ซึ่งโดยทั่วไปจะต้องใช้ระยะขยับ 10% ถึง 12% แต่ขณะนี้โรงงานกำลังลดจำนวนดังกล่าวลงครึ่งหนึ่ง คือ – 5% ถึง 6% จากนั้นจึงเพิ่มอัตราป้อนเป็นสองเท่า การทำเช่นนี้จะลด AOE ลงครึ่งหนึ่งเช่นกัน ซึ่งทั้งหมดนี้ช่วยลดพื้นที่ได้รับผลกระทบจากความร้อนและเพิ่มอายุการใช้งานเครื่องมือได้ถึง 50%
แนวโน้มอื่นๆ คือการนำการกัดแบบไดนามิกไปใช้กัดดอกกัด 4 ฟัน เครื่องมือเหล่านี้มีพื้นที่ในการคายเศษมากขึ้น และเมื่อทำงานด้วยกำลังเครื่องสูง เครื่องจักรที่ใช้งานหนัก เช่น เครื่องจักรที่มีสปินเดิลเทเปอร์ CAT 50 ระยะขยับ 75% สามารถทำได้ในขณะที่ยังคงใช้กลยุทธ์การกัดแบบไดนามิก ส่งผลให้อัตราการขจัดโลหะเกินกว่าที่สามารถทำได้ด้วยหัวกัดแบบเปลี่ยนเม็ดมีดได้ และลดรอบเวลาทำงานลงอย่างมาก
นอกจากนี้ เนื่องจากขั้นตอนวิธีของระบบ CAM มีความซับซ้อนมากขึ้น ผู้ปฏิบัติงานจึงมีความมั่นใจมากขึ้นในการทำงานกัดแบบไดนามิก
กระบวนการนี้มีความมั่นคงมาก โรงงานหลายแห่งรู้สึกวางใจที่จะปล่อยให้เครื่องจักรทำการกัดแบบไดนามิกโดยไร้คนควบคุม
แม้ว่าการกัดแบบไดนามิกจะมีประโยชน์มากมาย แต่โรงงานยังคงละเลยกลยุทธ์การตัดเฉือนที่มีประสิทธิภาพ เนื่องจากไม่ทราบวิธีการใช้งาน หรือไม่เข้าใจว่าวิธีการทำงานเป็นอย่างไร แต่โรงงานเหล่านี้กลับยึดติดกับความเร็วและพารามิเตอร์การป้อนที่ล้าสมัย ซึ่งไม่สามารถให้ผลลัพธ์ที่ดีที่สุดได้
ด้วยการกัดแบบไดนามิก โรงงานสามารถลดรอบเวลาการกัดลงได้ 40% ถึง 70% นอกจากนี้ยังช่วยยึดอายุการใช้งานของเครื่องมือเป็นสองหรือสามเท่า ในขณะที่ปรับปรุงผิวสำเร็จของชิ้นงานอีกด้วย ยิ่งกว่านั้น กลยุทธ์การกัดยังช่วยเพิ่มอัตราการขจัดวัสดุและช่วยควบคุมการสร้างความร้อน ทั้งหมดนี้รับประกันความปลอดภัยของกระบวนการ โดยเฉพาะอย่างยิ่งเมื่อเป็นเรื่องของการปฏิบัติงานแบบไร้คนควบคุม
ดูกลุ่มผลิตภัณฑ์ของเรา:
Inline Content - Gridded Links
Tags: 'advanced roughing solid carbide end mills'
Max links: 1
Inline Content - Survey
Current code - 5fce8e61489f3034e74adc64