切削速度の最適化 -カタログデータから実用的な設定への手順
切削速度の設定計算に影響を与えるパラメータを理解することで、より適切な最適決定が行え、長い工具寿命と優れた生産性確保が可能になります。この記述内容は、Machining Doctor および Seco Tools の協力により作成されました。
切削工具サプライヤーは切削速度に関する推奨事項を提示していますが、これらは広範囲にわたる加工を対象としており、完璧な加工環境条件を対象としています。多くの場合、これらの推奨条件値は高すぎるため、個別の加工アプリケーションに合わせて修正調整する必要があります。その際には 切削速度と送りの計算機能 あるいは Seco Assistantを使用できます。ただし、計算に影響を与えるパラメータを調整することで、より適切な条件設定による良好な工具寿命や優れた生産性を得ることが可能になります。
切削工具サプライヤーカタログには、各被削材グループに分類された詳細なリストがあります。この作業は紛らわしいかもしれませんが、これを回避してはいけません。次のステップに進む前に、被削材グループ資料による分類に十分な時間をかけてください。
被削材グループの分類詳細を確認する
多くの場合、焼きなまし状態の被削材の切削速度に関する情報やカタログ推奨条件があるかもしれませんが、対象の被削材が切削加工の前に熱処理が施されている場合があります。
PH 系ステンレス鋼や高合金鋼は、この典型的な一般的な対象です。
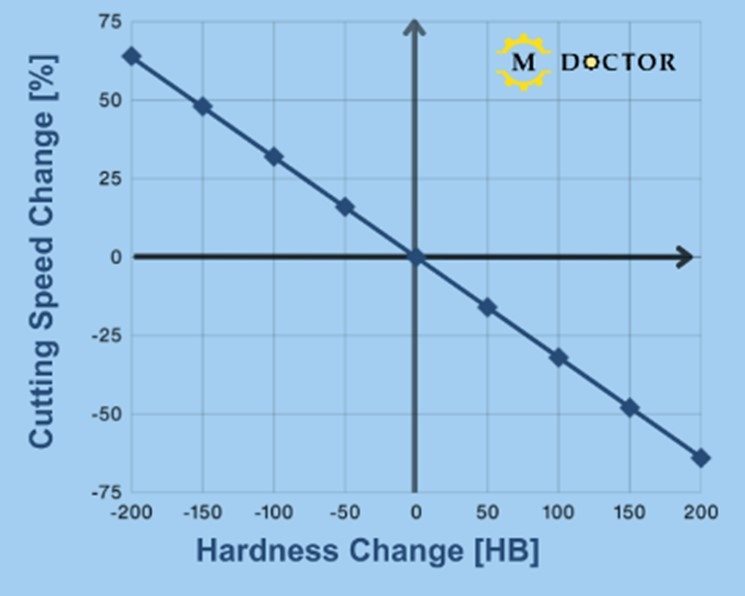
被削材の硬度は切削速度の調整値に影響します。
切削速度を微調整するには、加工中の被削材と処理前データがある被削材の硬度の違いを表示するチャートを参照してください。Y 軸は、切断速度に必要な調整の割合を示しています。
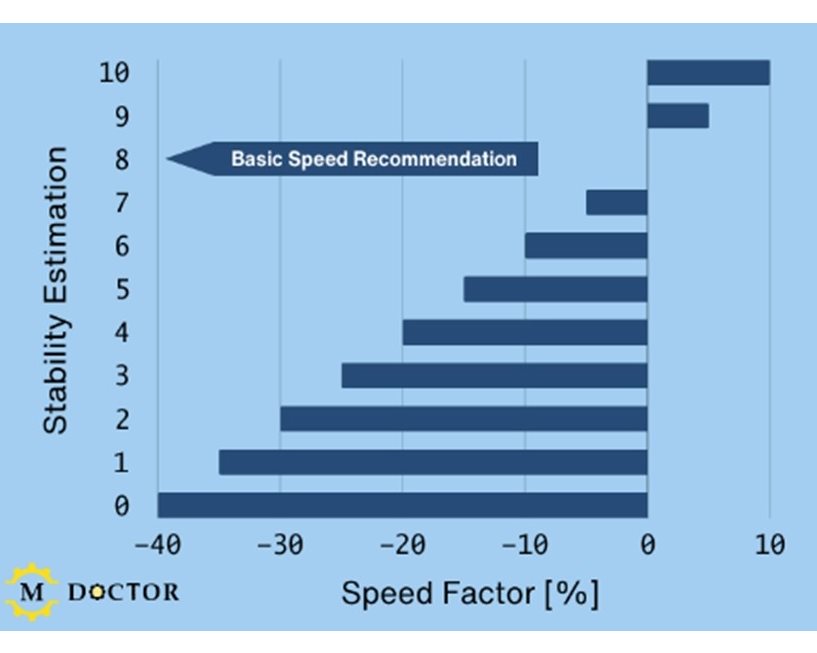
セットアップの全体的な安定性によって、加工アプリケーションの適切な切削速度の多くが決定されますが、これには個人的な評価が含まれています。
それは、加工品と切削工具のクランプの両方の品質状態および工具のオーバーハングなどによって異なります。
安定性を評価するには、0 ~ 10 のスケール段階で評価し、10 は、短い工具オーバーハングを持つ完全に安定したセットアップを表し、0 は不十分なセットアップを表します。表示されたチャートの要素に従って切削速度を微調整します(カタログの推奨条件が 8 表示であると仮定します)。
設定できる切削速度の適用範囲は非常に広く、最適な選択基準に関する明確なルールはありません。高い切削速度を選択すると生産性は向上しますが、工具寿命は短くなります。逆に、低い切削速度を選択すると、工具寿命は長くなりますが、生産性は低下します。最良の決定は工場の目標とオペレータの選択によって異なります。
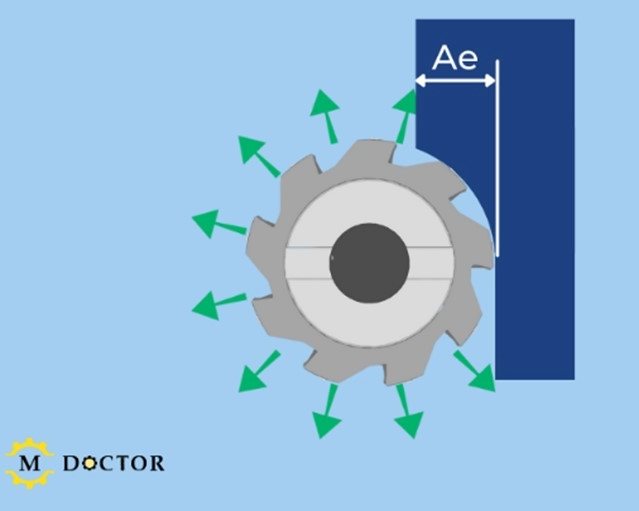
フライス加工では、径方向の切込み幅 (Setp over) も考慮すべき要素です。径方向の切削幅が少なくなると、切削速度を上げることができます。径方向の切削幅が少なくなると、各切れ刃が被削材に接触しないのでで冷却される時間が長くなるため、結果的に切削速度を上げることができます。増加できる値は、カッタ径と径方向の切削幅の比率 (Ae/d) によって異なります。加工開始時の推奨値は Ae/d=0.5 であると想定し、以下の表を使用して切削速度調整係数を取得する必要があります。
ここで解説する情報は純粋に科学的な根拠に基づくものではないことに留意することが重要です。それにもかかわらず、これは使用条件に基づいて切削速度を調整するための非常に重要で有効なガイドとなります。

Erez Speiserは、Machining Doctor Webサイトの創設開発者です。このプラットフォームには、機械加工業界における彼の 30 年にわたる経験が網羅されており、その間の彼はエンジニアリング、生産業務、マーケティングの管理職を歴任しました。Erez Speiser の、業界に関する幅広い知識と Web 開発スキルを組み合わせてた Machining Doctor - 彼の業界での専門的で豊富な経験知識と洞察にアクセスするためのハブとして機能するプラットフォーム。彼へのコンタクトは LinkedInで可能です。
Inline Content - Survey
Current code - 5fce8e61489f3034e74adc64