被削材と加工適用に応じて適切な旋削グレードを選択する方法
一般的な ISO 旋削、硬質部品の旋削、溝入れ、突切り、ねじ切りのいずれの場合でも、要求される加工を得るには、被削材と加工用途に適した旋削材種を選択することが重要です。適切な工具材種を選択することで、加工効率、環境維持の持続可能性、生産効率性を最適化することが可能です。
Seco の旋削材種と形状はすべての被削材料グループをカバーしており、加工用途に関係なく、切り屑排出率、工具寿命、加工面仕上げ精度を向上させることができます。
Seco は、さまざまな切れ刃形状、サイズ、厚さのインサートに充当する旋削加工用材種を製造しています。Seco の各工具材種適用領域は、生産的で感興維持の持続可能な加工に必要な切り屑排出率、工具寿命、加工面仕上げ精度を実現するように最適化されています。
超硬 – タングステンカーバイド は鋼鉄のほぼ 2 倍の密度があり、高速切削や高速送り、高温環境下でも優れた耐摩耗性を発揮します。比較的低い初期投資で、特殊コーティングされた超硬工具は環境維持の持続可能な製造産業のための費用対効果に優れた機能効果があり、鋼材、ステンレス鋼、耐熱超合金 (HRSA)、および一部の硬化鋼などの加工工程を含むほとんどの被削材料に効果的に対応可能です。
PCD – 多結晶ダイヤモンドは、ダイヤモンド粒子を高温高圧下で焼結して生成され、ダイヤモンドの硬度特性、耐摩耗性、熱伝導性とタングステンの靭性を兼ね備えた切削工具を生成します。PCD コーティング処理されたインサートは、アルミニウム合金、銅材、真鍮、青銅などの非鉄金属や合金の加工に適しています。チタン合金、セラミック、グラファイト、強化プラスチック、複合材料にも適用可能です。
PCBN – 多結晶立方晶窒化ホウ素は、非常に高い圧力と高温度で焼結され、ダイヤモンドに近似した特性を持つ非常に耐摩耗性に優れた材種になります。高温硬度、耐酸化性、破壊靭性を備えた、 PCBN インサートは、優れた刃先強度と長い工具寿命を維持します。PCBN 材種は、硬化鋼、パーライト系ねずみ鋳鉄、チルド鋳鉄および白鋳鉄、マンガン鋼、超硬合金、粉末冶金合金、ニッケル基超合金 (インコネル® 718) などの加工に適しています。
セラミック – セラミック材種には、最先端な製造加工のための高い熱衝撃耐性と優れた耐摩耗特性を維持するためにダイプレスおよび焼結されたさまざまな製品が含まれます。Seco のセラミックインサートは インコネル 718 などのニッケルベースの HRSA (耐熱超合金) や、ハスタロイ (Hastalloy) やウディメット (Udimet) などの超合金類似被削材の安定した高速切削荒加工用に最適化されています。
サーメット – サーメット材種は「セラミック メタル」の略語で、主に硬質炭化物と他の結晶要素構造の混合物の耐薬品性により、固有の耐摩耗性を備えた絶妙な加工面仕上げを加工にする焼結タングステン カーバイドの切削工具材種です。
Seco の旋削工具材種の優位特性と領域位置付けの多様性を理解することで、加工する被削材に最適な選択を行うことができます。
以下の標準的なインサート材種マッピング (領域位置付け) チャートは、材種と切れ刃形状の適切な組み合わせで加工工程を最適化するのに有効です。
このチャートは、加工被削材の材質に応じて、ほとんどの旋削工具材種の概要を表しています。このチャートには、基本材種の靭性、および鋭さや強度に関する幾何学的特性も表記されています。加工品材質に基づいて、最初の選定として適切なインサート材種/刃先形状の組み合わせを特定できます。また、インサート材種で加工できるさまざまな種類の被削材や、適切な刃先形状の一致適正も確認できます。
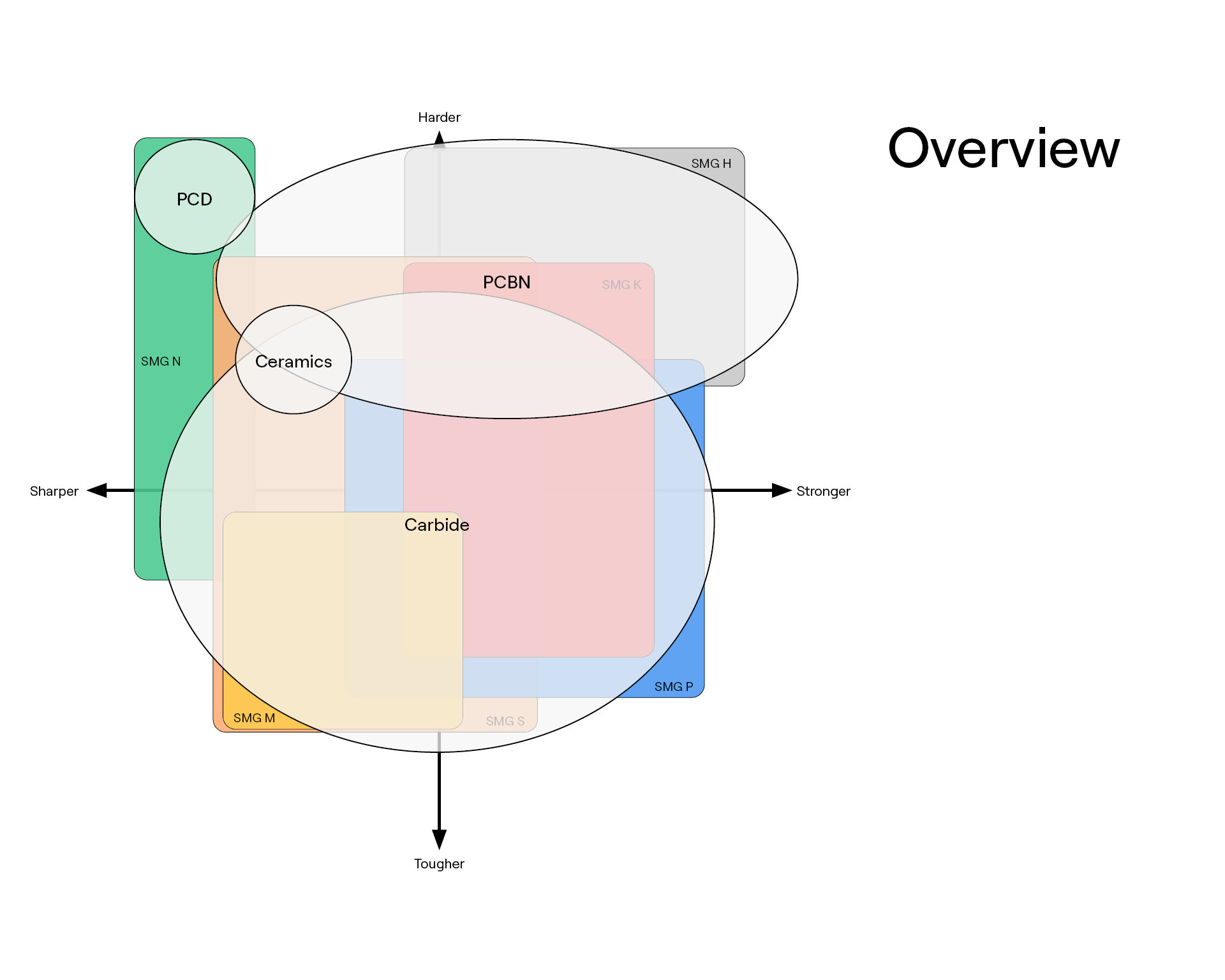
チャートは上から下に、靭性の強度によって材種を配置しており、最も靭性の高い材種が下に表示されています。高靭性インサート材種は、高い切り屑生成負荷に対応でき、鋭い刃先形状の適用、断続的な切削や振動、不均一な加工条件での切削、切れ刃欠損や破壊を低減して被削材内不純物を含む加工を可能にします。高靭性のインサート材種では、ミリング加工の際に問題となる熱亀裂やノッチ摩耗 (境界摩耗) の問題も解消されます。強靱なインサート材種の欠点は、逃げ面摩耗、クレーター摩耗、塑性変形が大きくなる傾向にあるため、チャートの上部に表示されている更に高硬度で耐摩耗性に優れたインサート材種に移行する必要があることです。
インサート摩耗パターン詳細
インサート切れ刃形状は、旋削用材種の機能と摩耗に大きな影響を与えます。高硬度インサート材種と鋭利な刃先形状を組み合わせると、強度の断続切削や被削材内不純物を加工する際に、容易に切れ刃欠損や破壊が発生する可能性があります。逆に、強靭な材種と保護強化された刃先形状のインサートは、極端な切削熱および研磨条件により過度の工具摩耗に耐えることができます。
Seco は、被削材グループに基づいてインサート材種と切れ刃形状の開始点を表示します。開始点が決定されると、さらなる最適化が達成されます。Seco の デジタルカタログ と Seco Suggest (サジェスト) などのオンラインアプリケーションによって確認できます。
加工品の被削材をクリックすると、加工用途に最適な Seco 旋削用材種と切れ刃形状の組み合わせが選定できます。
Inline Content - Gridded Links
Tags: 'turning_grade_iso_p', 'turning_grade_iso_s', 'turning_grade_iso_m'
Max links: 3
Inline Content - Gridded Links
Tags: 'turning_grade_iso_h', 'turning_grade_iso_k', 'turning_grade_iso_n'
Max links: 3
Seco のインサート材種は幅広い用途向けに設計されていますが、あらゆる加工用途や目的に適した材種はありません。適切な旋削用材種は、加工品の被削材、部品のサイズと形状、加工用途と切削条件、および望まれる加工要求によって異なります。高い要求公差範囲と厳密な加工品質を得るには、それらの加工考慮事項をより深く分析する必要があります。
材種表記の詳細
インサート材種は、ある被削材料に対しては他の材料よりも適しており、旋削用材種を選択する最初のステップは、加工被削材を考慮することです。たとえば、コーティングされた超硬合金は、ほとんどの鋼材やステンレス鋼の加工用途に適しています。ただし、インサート材種の選択には厳格な規則はありません。場合によっては、摩耗パターンと加工状態に応じて、代替材種によって最適化する必要がある場合があります。耐熱超合金や硬化鋼の場合、PCBN が第一選択肢となるかもしれませんが、特定の加工状況下では、超硬合金の選択がこれらの被削材に適している場合があります。
同様に、非鉄金属やプラスチックは一般的に旋削が容易ですが、特定の要件や要求品質事項が加わると、最終的には PCD 材種などのダイヤモンドベースの工具材種が必要となる難しい加工用途になる可能性があります。
選択プロセスを容易にするために、 Seco 被削材グループ v2 では、被削材と切削条件に関する迅速かつ総合的な参考ガイドを表記しています。Seco の専門技術スタッフに連絡してアドバイスを求めることもできます。
加工品の被削材質が分析されたら、次に機械加工品のサイズと形状や特徴を考慮してインサート材種を選択します。たとえば、大型で硬い加工品の場合、高速切削での一回での加工が必要な小型で薄い加工品に比べて、大量の被削材を切削除去するために通常は長い切削実行時間が必要になります。
加工条件によっては、小型加工品と大型加工品の旋削プロセスに最適なインサート材種の選択は同じになる場合があります。選択は、工具の摩耗と靭性の要素バランス上で、要求される加工と環境維持の持続可能性のバランスが取れる適正ポイントとなります。
生産工場の機械設備の特性と機能は、旋削インサート材種の選択に影響を与えます。万能的な汎用加工用途では、非常に特殊な加工とは異なるインサート材種の選択がされます。同様に、航空産業用途の厳しい加工条件下で高品質の加工面仕上げ品質を実現する厳密な公差要求の場合、インサート材種の選択は、それほど重要でない用途で使用される材種の選択とは大きく異なります。さまざまな加工プロセスや加工条件に適した選択について、 Seco の専門技術スタッフ と話し合うことで、適切な旋削用材種の選択が容易になります。
最後に、加工プロセスの望ましい加工結果を考慮する必要があります。たとえば、機械加工プロセスの工程には、仕上げ、粗加工、または中切削が含まれますか?多くの場合、この分析には、必要な加工面仕上げ品質、切り屑排出率、加工信頼性、生産プロセスの安全性、機械設備の能力、全体的な生産工場の生産方法など、いくつかの検討を必要とする要因を考慮する必要があります。Seco の専門技術スタッフ が、カスタマーの加工用途に適した旋削用材種を選択するために必要なさまざまな要素のバランスをとる支援をいたします。
チタン合金またはインコネル®素材の航空産業用タービンブレードディスクの仕上げ旋削加工用途には、厳しい部品公差と必要な加工面仕上げ品質を達成するために、これらの被削材用に特別に設計された高品質の精密工具が必要になります。Seco のPCBN 材種または超硬インサート材種を使用すると、加工時間と生産コストの面で加工プロセスが最適化され、許容公差基準と加工面仕上げ品質の要件が達成されます。
Inline Content - Gridded Links
Tags: 'suggest', 'secoassistantoptimizer', 'secoassistantcompare'
Max links: 3
特定の工具とインサート材種の推奨事項は、機械加工プロセスの最適化に役立つ総合的なオンライン リソースの Seco Suggest (サジェスト) によって容易に最適化が可能になります。切削工程、被削材料、加工機能、望まれる加工結果に基づく工具の選択、および特定の要件に対する代替プロセスについては、こちらをご覧ください。
Inline Content - Survey
Current code - 5fce8e61489f3034e74adc64