ステンレス鋼合金の工具摩耗を管理
ステンレス鋼合金を加工する際の、工具の摩耗は予測可能です。摩耗の種類を認識し、生産プロセスの最適化を支援する方法を知る。多くの製造工場では、工具の摩耗を金属切削における管理可能で予測可能な部分ではなく、克服すべき課題であると認識しています。実際には、被削材の材質に関係なく、すべての機械加工プロセスで一定の摩耗パターンを有します。ステンレス鋼合金は素材硬度と耐熱特性のため、低合金鋼や炭素鋼よりも切削加工が困難です。しかし、ステンレス鋼合金の加工挙動要素を理解すれば、これらの重要な合金を使用して優れた、そして予測可能な加工結果を達成することが可能です。
ステンレス鋼合金の機械加工プロセスを「切削」と呼ぶのは、ほとんど誤りかもしれません。超硬工具の切削は実際には、加工部の直前にある金属要素を変形させ、それが折れて破断し切り屑として形成されます。材料の加工表面部では、ひずみ硬化(加工硬化とも呼ばれる)を生じます。この硬化現象は、他のどの被削材よりもステンレス鋼合金で顕著に生じます Seco 被削材グループ 。
切削工具に見られる特徴的摩耗パターンの根底には、ひずみ硬化または加工硬化が考えられます。それはステンレス鋼合金の熱伝導率が低いからです。悪影響としての切削熱の多くが切削部分に留まり、切り屑を介して放散される熱が減少するため、ひずみ硬化 (加工硬化) が促進します。その結果として、ステンレス鋼合金を加工する際の工具とインサートの使用量が 10 ~ 20% 増加すると予想されます。これは一般的な鋼材と比較して生産コストの増加をもたらします。
では、ステンレス鋼合金を切削する際、工具の摩耗をどのように予測管理すればよいのでしょうか?
 「安全な」摩耗はコントロール可能で測定可能です。ステンレス鋼合金と切削工具について理解すると、この「安全」なカテゴリに分類される 3 種類の摩耗パターンを予測することができます。
「安全な」摩耗はコントロール可能で測定可能です。ステンレス鋼合金と切削工具について理解すると、この「安全」なカテゴリに分類される 3 種類の摩耗パターンを予測することができます。
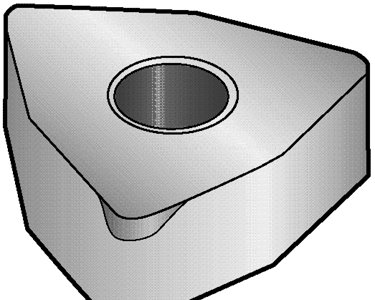
通常の側面摩耗 (フランク摩耗) は、すべてのタイプの工具摩耗の中で最も問題の少ないものです。ステンレス鋼合金に最適化した低切削速度では、側面摩耗 (フランク摩耗) のほとんどは摩擦と侵食によって発生します。
また ノッチ摩耗 (境界摩耗) は、刃先と硬化表面要素との局所的な境界部での接触により、切れ刃に局所的な摩耗が発生します。これは、被削材の材質が表面ほど硬くなく、研磨性も高くないことに起因しており、ひずみ硬化 (加工硬化) が生じるプロセスにもなります。
クレーター摩耗 (すくい面摩耗) は、切り屑からの熱伝搬によってインサートの炭化物が分解され、炭素が取り込まれることで発生します。この現象によって、インサートの上面すくい面にクレーター (堀込溝状摩耗) が発生します。
 摩耗の形態によっては加工の警告サインとなるものもあります。
摩耗の形態によっては加工の警告サインとなるものもあります。
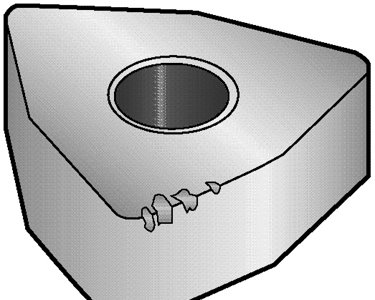
構成刃先 (ビルドアップエッジ) は、切り屑が刃先に微細溶着または冷間溶着した状態で発生します。この状態は欠けに類似している可能性があり、工具の炭化物母材の一部が破損離脱する可能性があります。構成刃先 (ビルドアップエッジ) は通常、不適切な切削パラメータと過度に遅い切削速度によって発生します。
工場設備、工具状態、工作機械の不安定性や加工振動などの要因によって、 チッピング (刃先の欠け)や割れが発生します。
塑性変形は、断続的切削状態によって切削領域に強度な圧力と過剰な切削熱が発生し、切削工具内のバインダー (結合要素) が溶融することで発生します。
最後に、複雑な側面摩耗は、側面摩耗の進行があまりにも急速に発生するためです。通常のフランク摩耗のように見えますが、加工プロセスの設定調整が必要であることを示しています。
- 切削プロセスにおいて被削材サイズは重要です。大きく、頑丈で、強靭なツールは、小さく、強度の脆弱なツールよりも、欠けたり壊れたりすることなく、長時間の切削加工が可能です。切削時に発生する切削熱に対処するために、可能な限り大きなインサートサイズの質量を選択してください。
- インサートサイズが大きく厚いほど、刃先ではなくインサート内で熱が放散されます。ステンレス鋼合金加工用途に最適化するために設計された切れ刃形状を検索してください。
- ひずみ硬化 (加工硬化) によるインサート破損や切れ刃欠損に対処するには、耐摩耗性ではなく、強靭な超硬材種のインサートを選択してください。
- 鋭い切れ刃形状の強靭なインサートを選択してください。堅牢な基本切れ刃形状が耐久性を維持し、大きな傾斜角 (すくい角) が切削性を高めます。刃先ノーズRが大きいため、エッジ保護が強化され、結果的に強靭な切れ刃が得られます。
- 切削速度をコントロールして工具寿命を延ばし、加工プロセスを改善します。切削速度gあ早いほど、切削発熱も増加します。
- 工具寿命を延ばすには、小さな切れ刃進入角度または CNMG 形状インサートの緩慢な切れ刃で切削します。
- 切込み深さを大きくすると、インサート切れ刃は被削材のひずみ硬化層 (加工硬化層) の下を加工することができます。
- 送り速度が速いほど切り屑は大きくなり、刃先に熱が残らずに放散しやすくなります。
- 可能であれば、Seco の高圧クーラント供給機能ホルダを活用してください Seco-Capto MTM JETI Toolholders。
工具摩耗は、被削材の材質だけでなく、さまざまな要因に左右されるため、その原因を調査確認する必要があります。ツールを最適化し、ツールの摩耗を効果的に処理するには、Seco Assistant アプリを参照してください。 Tool Optimization feature (ツール最適化機能) は、切削パラメータの選択と摩耗パターンの認識に有効です。プロダクトライン、事例、または工具摩耗パターンを検索。使用しているツールを選択し、課題を解決する方法を見つけてください。
インサートの摩耗は複数の要因によって発生するため、熟練した機械オペレータは多くの場合、実績経験に頼りがちです。ステンレス鋼合金の加工中にインサートの摩耗について不明な点がある場合は、同僚に確認するか、経験的加工知識と Seco の専門技術スタッフの知識を組み合わせて対応してください。
お問い合わせ