受動的/動的振動制御技術が金属加工の生産性を向上
制御されていない振動は、金属切削加工で複数の問題を引き起こします。2017 年 7 月 Fagersta - 制御されていない振動は、金属切削加工で複数の問題を引き起こします。 切削加工における様々な力は、振動および工具のビビりを引き起こします。これにより、部品の表面品質は低下し、切削工具がすぐ摩耗または破損し、工作機械部品は損傷します。製品デザインの傾向も振動を誘発しがちです。製品強度を高め、組立コストを削減するために、メーカはだんだん大きくて頑丈な材料から部品を加工するようになります。部品内部を加工するには、工具が深いキャビティに達する必要があり、工具の長さを長くすると振動が大きくなります。 切削パラメータを減らして振動を最小限に抑えようとすると、生産性が低下し、製造コストが上昇します。
振動制御に対する様々なアプローチの中でも、振動が進行して加工プロセスを中断する前に、振動を吸収するために同調質量ダンパ (T.M.D.) の概念を利用する受動的/動的システムがあります。
振動は共通の問題
業界のどの業種でも、過度な振動は有害な状態として認識されています。繰り返し動作および/または外部からの力は、機械、建物、または橋梁内で共振し危険な大きさに成長しかねない同調する動きを生成します。製造業者や建築会社は、振動を抑えるために、同調質量ダンパ (T.M.D.) の概念を適用することがよくあります。同調質量ダンパは、機械または構造物内にぶらさがっており、望ましくない振動と逆位相で共振することで、そのエネルギーを吸収し、振動運動を最小限に抑えるように設計された装置のことです。
金属切削における振動
金属切削では、切り屑を生成する際に発生する力の変化によって振動が起こります。 断続的な力は、フライス加工の断続切削プロセスで起こり、旋削加工で切り屑の形成および破損に伴ってツールホルダバーにかかる負荷が定期的に変化するときにも発生します。
金属切削における振動制御に対する受動的なアプローチは、加工システムの構成要素の剛性を最大化することを意味します。 望ましくない動きを制限するために、剛性の高い構造要素を用いて工作機械を製作し、大きくして重くし、コンクリートまたは他の振動吸収材で満たすのです。ワークピース側から見ると、薄肉の部品やサポートがない部分の部品は、機械加工されたときに振動する傾向があります。 ある程度は、剛性を高めるために部品を再設計することができます。 しかし、このような設計変更は重量を増やし、製品性能を損なう可能性があります。
切削工具の場合、振動制御に対する受動的なアプローチは、短くて剛性のある工具の使用、鋼製のツールホルダから強固な超硬製への切り替えを意味します。
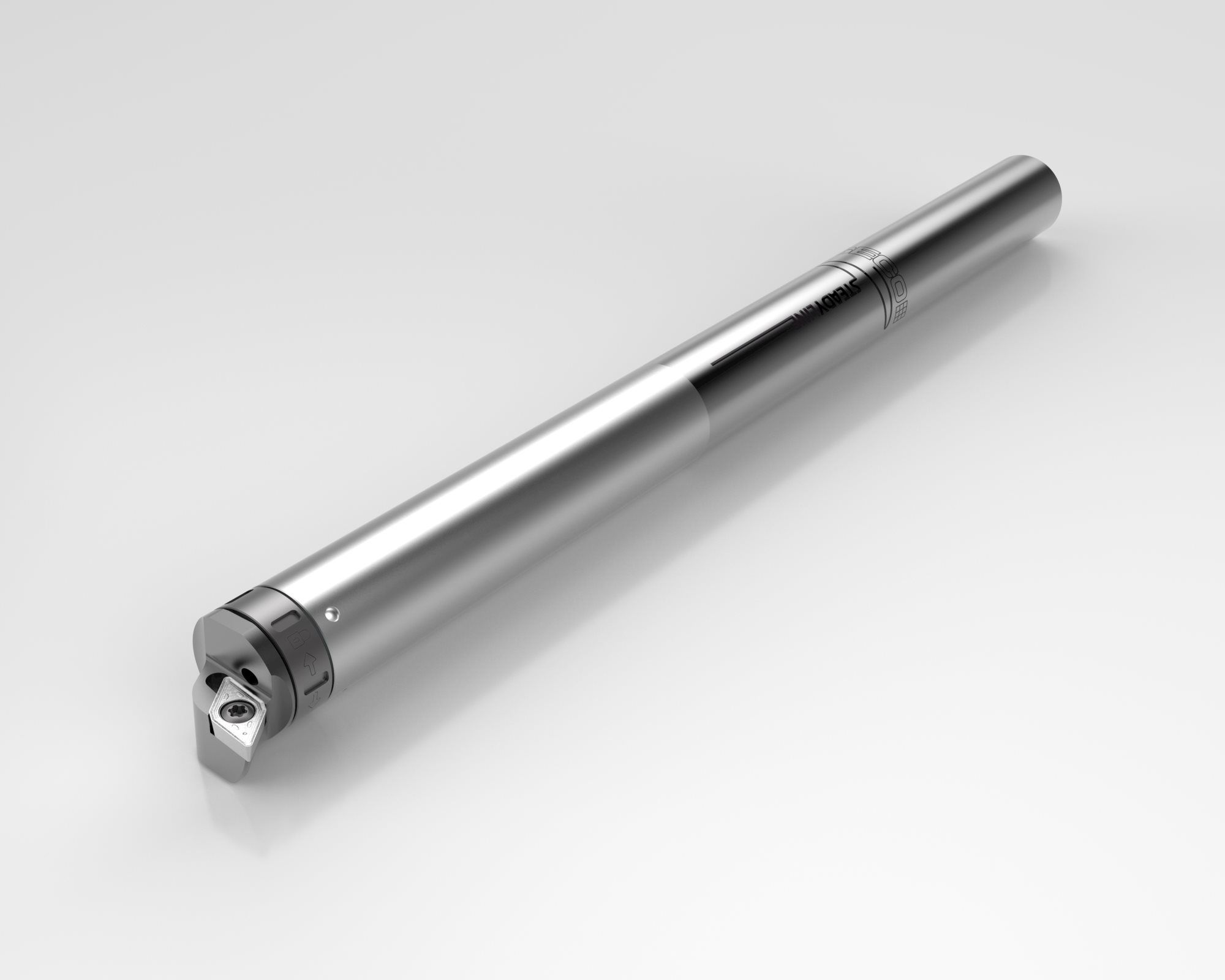
工具の振動制御に対する受動的/動的アプローチは、同調質量ダンパコンセプトの適用を意味します。セコ・ツールズの Steadyline (ステディライン)システムは、径方向の吸収要素を介してツールホルダーバーの内部にぶら下がっている(全体の寸法を最小にするための)高密度材料製のマスダンパーからなる、予め調整された振動ダンパーを特徴としています。マスダンパーは、切削工具によってバーの本体に伝達されると直ちに振動を吸収します。
この Steadyline システム は、一般的な長い突き出し量の加工において、防振機能の無い工具の場合の少なくとも 2 倍の速さを実現し、より高い部品表面仕上げ、長い工具寿命および工作機械のストレスを軽減することができます。受動的/動的振動制御技術により、最小限の加工パラメータでさえも難しかったバー直径 10 倍までの工具長さの使用など、特定の加工を実現することが可能になります。
受動的/動的な加工原理
Steadyline システムの導入は、第 2 の MKK ' システムの特性、すなわち質量 M2、剛性 K12、および密度 K'12 を追加を意味します。 MKK ' システム S2 は、元の MKK' システムと同じ固有振動数を有するように設計され、望ましくない振動と同相で共振し、それによってそのエネルギーを吸収し、振動運動を減衰させます。
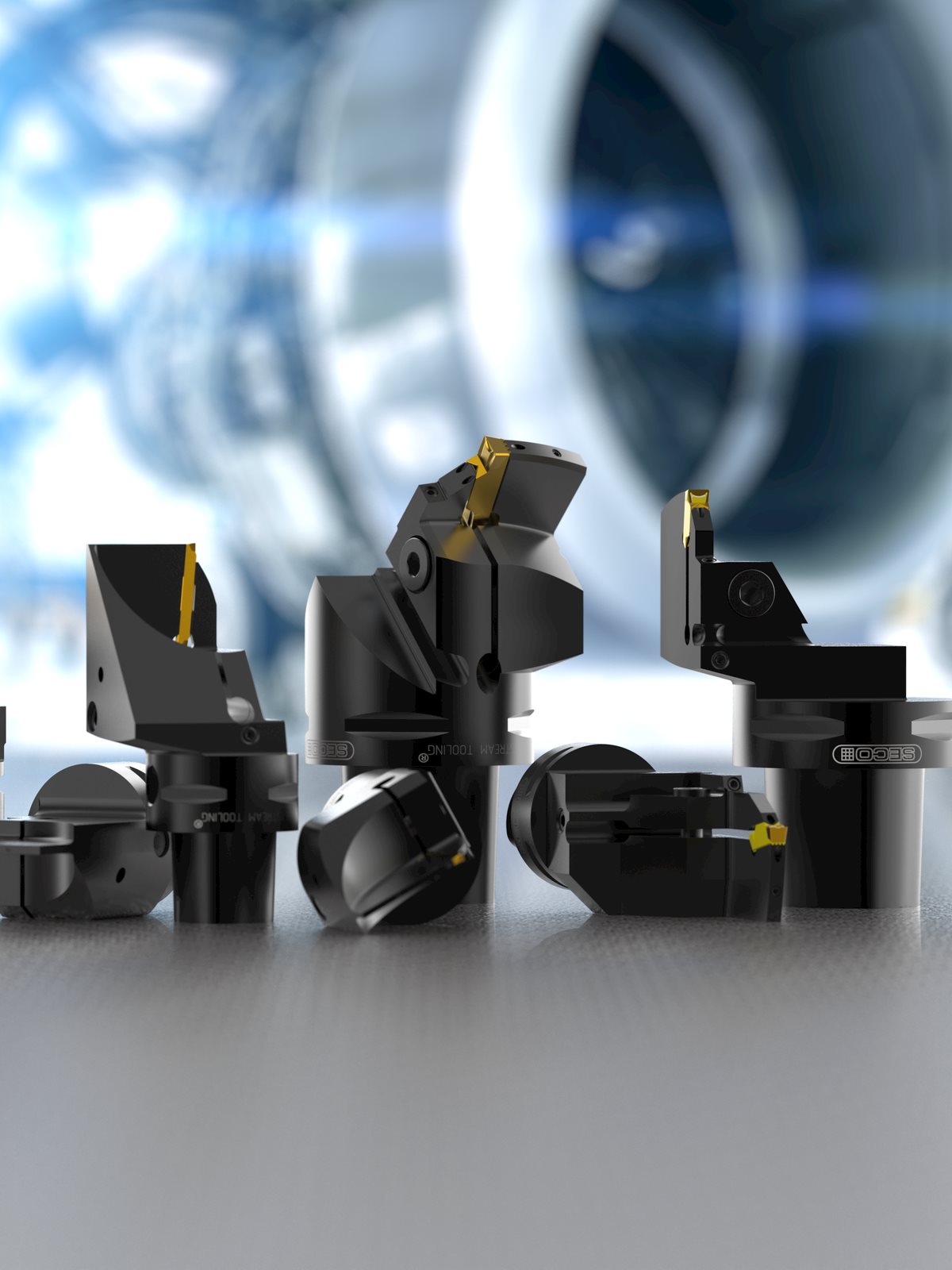
この Steadyline システムでは、振動吸収マスは、たわみの可能性が最も高いバーの前面に配置されており、刃先からバーの本体に伝達されるとすぐに振動を減衰させることができます。この Steadyline システム には、短くコンパクトな GL 型切削工具ヘッドも含まれています。これらのヘッドは、刃先がマスダンパーに近いことで、振動吸収効果を最大限に引き出します。このシステムは、幅広い加工に対応可能であり、フライス加工(コンタリング加工、ポケット加工、スロット加工)、旋削加工、粗および精密ボーリング加工のいずれにおいても最も有用です。
加工比較
Steadyline システムの有効性の良い例として、深さ 3mm から次第に 0mm まで切込み深さを減らし、5 つの粗加工パスで円柱状の 105.8mm の穴から円錐形の129mm の穴に拡大加工する 42CrMo4 鋼の困難な穴あけ加工がありました。直径 80mm の場合、最初の切削長は 600mm であり、工具の長さ対直径の比が 7.5 に拡大されています。粗加工は、0.3mm / rev の送り速度および 157m /分の切削速度で達成されました。最終的な 130mm の直径までの予備仕上げを 0.5mm の切込み深さ、0.2mm / rev の送り速度、および 200m /分の切削速度で行いました。 ワークの大部分において Steadyline バーの回転速度機能がフルに活用できなかったとしても、Steadyline の受動的/動的振動制御システムを使用することで、本加工の加工時間が 12 時間から 2 時間(80 %以上)に短縮されました。
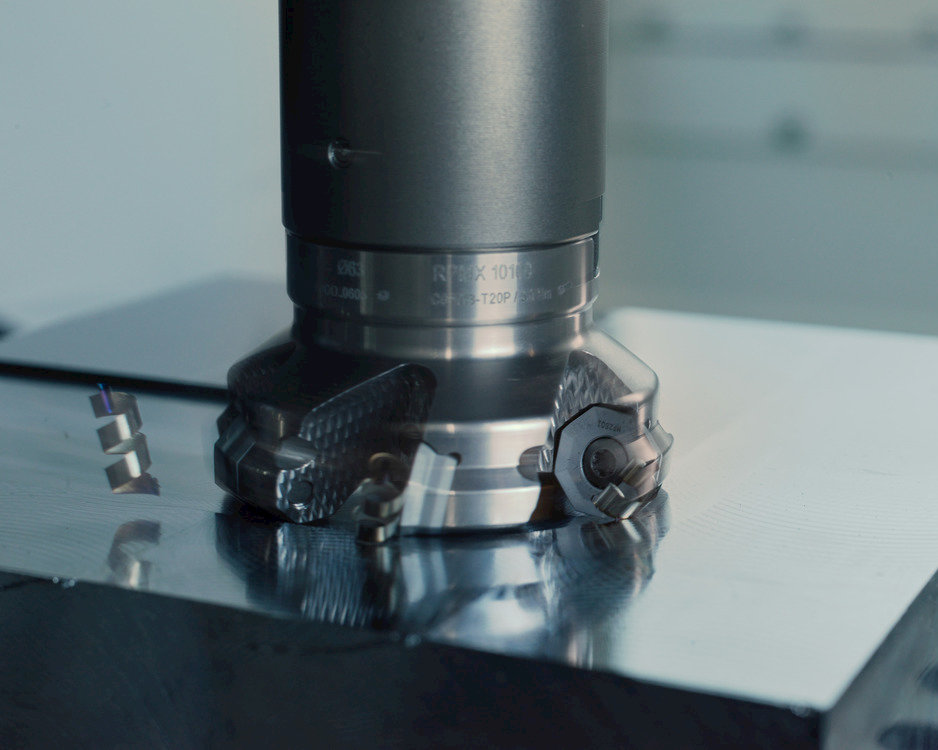
側面加工における Steadyline システムの利点を実証するために、受動的/動的振動制御のない Combimaster (コンビマスタ)フライスカッタホルダ に、直径 0.2mm のカッターを適用し、312m /分、0.3mm /刃の送り速度で 0.9mm の切込み深さで 1.1206 CK50 鋼を加工しました。Steadyline システムを使用した同じ工具を、さきほどの非防振バージョンと同じ切削速度と送りで適用すると、望ましくない振動を伴わずに 2.2mm(2.3倍増加)まで切り込み深さを増加させることができました。
結論
石油・ガス、発電、航空宇宙業界の各セグメントでは、長い突出しの工具を使用する必要がある特徴を備えた大型で複雑な部品が定期的に扱われているため、石油・ガス、発電、航空宇宙関連の機器の生産者にとって、この受動的/動的振動制御システムは最適です。さらに、このような部品は、通常、靱性の高い合金から製造されますが、この合金は機械加工が難しく、切削抵抗が高いため、大きい振動が発生します。しかし、ほぼすべてのメーカーが直面している加工において、Steadyline ツーリングの振動吸収特性がその機能を拡張し、生産性を向上させ、コストを削減できることは明らかです。
(サイドバー)
Steadyline 製品・部品、取り付け、および加工に関する考慮事項
製品・部品の詳細
Steadyline 受動的/動的振動制御システムには、幅広く変化する製造要件に応えて組み立てることができるよう、フライス加工、旋削加工およびボーリング加工用の包括的な製品シリーズがございます。
旋削工具システムは、旋削およびボーリング加工に使用でき、32mm、40mm、50mm、60mm、80mm、2.5 インチと 3.0 インチのサイズを含む 7 つのシャンク径を備えています。 3 つの工具長(6xD、8xD、および 10xD)は、さまざまな機械側接続で各径に対応しています。 これには、32mm 〜 80mm のメトリックタイプと 1.25 "〜 3" インチタイプの円筒形シャンクならびに Seco-Capto と HSK-T / A があります。
直径 50mm 以下のバーは、迅速で便利なナットシステムで固定された正確なポリロブベースの接続を備えたコンパクトな GL 切削工具ヘッドで直接取付けます。
直径 60 mm 以上のバーには、4 つの Graflex ネジで固定され、0°/ 180° の位置決めが可能な BA 接続があります。 これらの大きなバーは、BA / GL 互換アダプタとコンパクトな GL50 切削工具ヘッドを使用して旋削加工、または特殊工具として利用可能な BA ボーリングヘッドを使用してボーリング加工が可能です。
GL ヘッドは、粗または精密ボーリング加工のいずれにも適しています。また、右勝手または左勝手の旋削加工にも使用できます。ねじ切り、溝加工および突っ切り加工用のチップと同様に、ネガチップは粗加工用、ポジチップは仕上げ用です。
セコ・ツールズは幅広い標準工具に加えて、複数の切れ刃を備えたバーや特別な加工向けの非常に長いバー(2 メートル以上)など、独自の問題解決ソリューションを提供します。
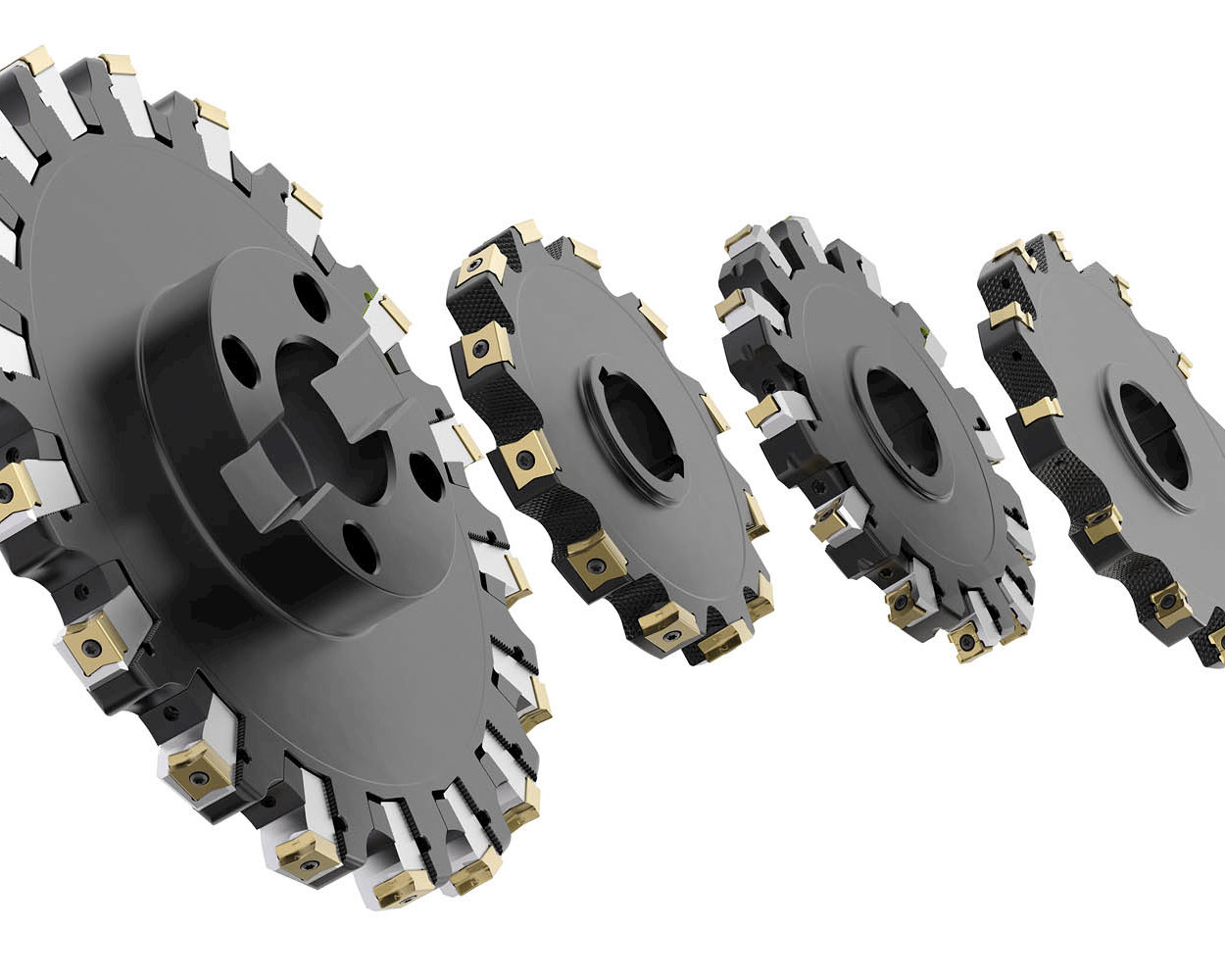
フライス加工では、直径 20mm 〜 40mm の Combimaster 交換式ヘッドフライスカッターと直径 40mm 〜 160mm のカッター用シェルミルホルダーを使用して、Steadyline 振動制御機構を利用できます。Combimaster とシェルミルの両方のバージョンは、スクエアショルダ加工、倣い加工、エンドミル加工、フェースミル加工、プランジング加工、サイドカッタ加工、多くのチップタイプ、コンタリング加工やヘリカル補間ランピング加工に適しています。工具本体の円錐形に補強された円筒形状は、重切削加工で高い静的および動的安定性を実現します。Seco-Capto、HSK-A、BT、CAT、DIN(テーパ面バージョンを含む)の機械側接続がフライス用ホルダに用意されています。
フライス加工用の特殊品には、焼きばめクランプや特殊コレットなどの特殊部品も含まれています。
工具取付ガイドライン
Steadyline 工具は基本的に「プラグアンドプレイ」です。この内蔵防振システムは、準備なしですぐに使用できます。最良の結果を得るには、バーを中継エクステンションまたはリデューサなしで機械に直接取り付ける必要があります。 工具を機械に取り付ける際には、剛性の高い、面とテーパの同時接触と高い曲げ抵抗により、刃先の正確な位置決めを最大限にする、Seco-Capto システムが推奨されます。Seco-Capto がオプションでない場合、円筒バーは分割ボーリングバーホルダーに固定し、4xD に挿入する必要があります。これはバーの 2 番目のラインでマークされています。
加工のヒント
Steadyline ツーリングには特別な加工の考慮事項があります。 従来のバーを受動的/動的 Steadyline ユニットで直接交換する場合は、システムの防振反応を完全に発動するのに十分な振動を発生させるために切削条件を増やす必要があります。 さらに、長い突き出し量では、バーは曲がりますが、振動することはなく、プログラムされた直径よりも小さな直径を作ります。加工を 3 つの軽い切削に分割すると、曲がりがなくなり、プログラムされた直径が生成されます。正確な切り屑排出を可能にするには、最小加工径がバー直径に対して十分に大きくなければならないことに留意することが重要です。切り屑排出を考慮することは、特に小さくて深い穴では不可欠です。切り屑排出を助け、温度に敏感なバーへの熱伝達を最小にするために、クーラントの使用を推奨します。
この記事は http://gallery.secotools.data-room.de/download/20269.pdf でダウンロードできます。