整形外科 機械加工における新たな戦略
Fagersta、2017年11月 — 整形外科の交換・修復器具の需要が高まっているのは、数多くの要因があるからです。医療用部品には、人工関節のほか、事故や病気の後に体の部位を修復または補強するために使用されるプレート、ロッド、ピンなどがあります。寿命が長くなり、加齢による関節炎や骨粗鬆症の発生により、部品の需要は拡大しています。また、世界的な傾向として、体重の増加や肥満が骨格の関節にさらなる負担をかけています。また、運動不足の解消やスポーツの普及など、ライフスタイルの変化も骨格部品の需要に拍車をかけています。新興国の経済成長により、多くの人々が整形外科用具を購入する余裕を持つようになっています。Global Market Insightsのコンサルティング・グループは、世界の整形外科機器市場は2024年までに500億ユーロ(530億ドル)に成長すると予測している。
競争が金型開発を推進
競争の激しい整形外科部品市場の85%を大手サプライヤー5社が占め、残りは200社以上が競い合っている。このような激しい競争の中で、機器メーカーは部品をより早く、よりコスト効率よく製造する方法を常に模索しています。新素材を適用することで、インプラントはより強く、より軽くなり、人体内で最大25年間も機能することができるようになりました。さらに、整形外科用機器は、パーソナライゼーションという消費財全般のトレンドの一部となっています。医療機器メーカーは、患者個人の人相やその他の好みに合わせて製品をカスタムメイドする方法を模索しています。製品の多様性は重要な競争力となっています。その結果、工作機械メーカーは複雑な輪郭を素早く加工する方法の開発を迫られ、工具メーカーは切削工具技術をスピードと柔軟性に集中させるようになっています。先進的な製造技術への取り組みとしては、3Dプリンティングや機械加工における高度な冷却技術などがあります。
代表的なコンポーネント
 |
| 図1:膝のコンポーネント |
整形外科用器具には、人工股関節や人工膝関節、人工肘関節、外傷修復器具、脊椎骨プレート、各種修復用ピン、ロッド、ファスナーなどが含まれます。関節再建は市場の40%以上を占め、その大半は股関節と膝関節の置換術です。これらの部品に求められるのは、強度、信頼性、軽量性、生体適合性です。
加工の問題点
整形外科の部品は通常、棒材、鋳造品、鍛造品から機械加工され、その後、研削と研磨が行われます。股関節や膝関節のインプラントでは、最も一般的な加工材料はコバルトクロム合金ですが、チタンの使用も増えています。典型的なコバルトクロム合金はCoCr28Mo6に類似しており、チタン合金はTi6Al4Vが最も一般的です。
どちらの材料も生体適合性があり、非常に強い剛性を持っているため、整形外科の部品に応用するのに適しています。しかし、このような特性から、この合金は機械加工が困難です。コバルト・クロムは硬くて摩耗性が高く、弾力性に富み、熱伝導率が低い。この合金は、硬くて研磨性のある成分を含んでいる場合があり、研磨工具の摩耗が激しく、生成される切りくずは硬くて連続的なので、切りくず管理の切れ刃形状に特別な注意を払う必要があります。
チタンは非常に軽量で強度が高い。また、加工すると硬化し、熱伝導が悪くなります。熱は切れ刃と工具の表面に集中します。高温、高い切削抵抗、切り屑の通過による摩擦が組み合わさり、クレータ摩耗と工具破損を引き起こします。この材料は弾性係数が低いため、インプラントの用途では有利であるが、材料が刃先から跳ね返り、切削工具の切れ味に細心の注意が必要である。
クーラントが必要

図2:エンドミルフュージョンアプリケーション
整形外科インプラントで使用される材料を加工すると、通常は過剰な熱が発生するため、クーラントの使用が必要です。しかし、多くの場合、従来の冷却剤の使用は、部品の汚染を防ぐために極めて制限されている。それ以外の場合は、時間がかかり、高価なポスト加工のクリーニングプロセスが必要です。また、クーラント自体は、従業員の健康・安全・廃棄方針に関する環境問題を提起しています。代替クーラント技術は、超臨界二酸化炭素(scCo2)ドライカット技術の使用を含みます。この超臨界Co2は、ドライで強化された潤滑を切断ゾーンに供給する車両として機能します。
フュージョンクーラントシステムズによって開発されたこのプロセスは、オイル、エマルジョン、合成物を使用せずに部品を加工する機能を提供します。二酸化炭素が74棒(1,070 psi)および31°C以上に加圧されると、超臨界流体になります。この状態では、気体のように容器を充填するが、液体に類似した密度を有する。切断ゾーンに送達すると、scCO2はドライアイスを形成するために膨張しますが、液体窒素のような極低温物質は作り出しません。最終的な結果は、高圧水/油、最小量潤滑(MQL)、液体CO2、液体窒素を組み込んだ既存のシステムを上回る、非常に効果的な冷却液です。
3D プリントコンポーネント
 |
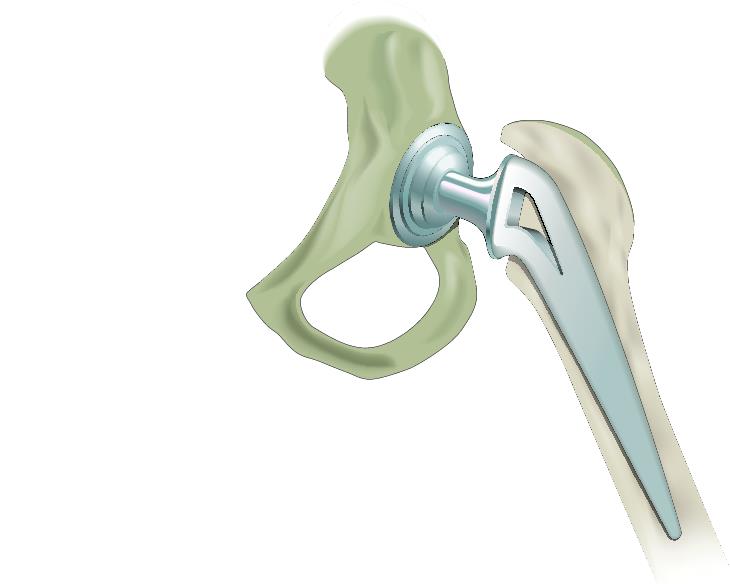
| 図3:股関節 |
整形外科機器製造において、もう一つの非従来型製造技術の適用が拡大している。3Dプリンティングは、チタンやコバルトクロム合金の粉末を使用して、複雑なニアネットシェイプの部品を製造するプロセスです。医療業界では、選択的レーザー溶融(SLM)によって粉末を溶かし、層を重ねることで部品を製造します。このプロセスにより、医療機器メーカーは、患者さん一人ひとりに合わせた特殊な部品の輪郭や寸法を作り出すことができます。また、このプロセスでは、部品と生体骨との結合を促進するために、一貫した微細な孔の表面を作ることができます。仕上げ加工については、3Dプリントで製造された部品は、その材料である金属の加工特性をほとんど維持しています。しかし、加工時に発生する不均一な応力を緩和するために、プリント後の処理が必要になる場合があります。また、加工後のパーツはニアネットシェイプで輪郭が複雑なため、固定が困難な場合があります。
交換パーツ
 |
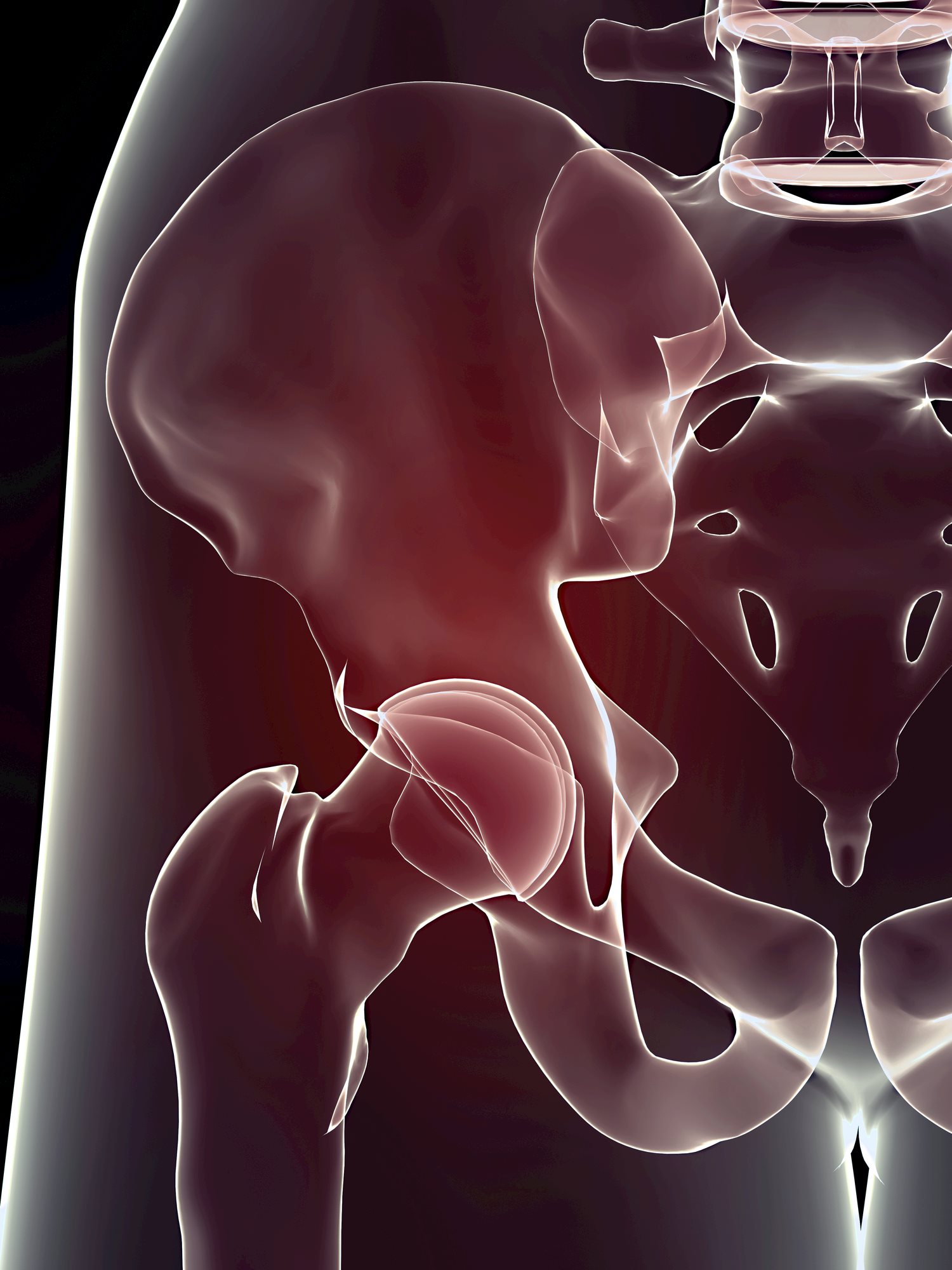
| 図4:大腿部 |
膝の総置換は、典型的には、大腿骨の膝の端に付着している大腿骨成分と呼ばれる輪郭金属(コバルトクロムまたはチタン)元素、大腿骨の大腿骨の3つの基本的なコンポーネントから成る。脛骨トレイと呼ばれる金属成分は、下肢の脛骨の上部に貼り付けられ、隆起したエッジを持つ平らな表面を支える短いシャフトまたはキールで構成されています。金属部品間のプラスチック軸受けインサートは、関節の動きを可能にします。
同様に、股関節置換には3つの主要な部分があります:大腿骨キャップまたは頭部をトッピングした金属大腿骨茎が大腿骨の上端または股関節端に挿入されます。骨盤にセットされた金属製のアセバテーブルカップまたはソケットがボールを受け入れます。膝の新しいアリニア軸受けの挿入物およびヒップのプラスチックコップはUHMWPE(超高分子量ポリエチレン)で機械加工される。
製造方法の組み合わせ
整形外科用インプラントの金属合金部品は、プラスチック部品の摩耗を最小限に抑え、20年以上と予測される関節の寿命まで機能させるために、優れた表面仕上げが要求されます。例えば、人工膝関節では、プラスチック製のベアリングインサートを摩耗から保護するために、大腿骨コンポーネントと脛骨トレイの両方が絶対的に滑らかでなければなりません。
そのため、整形外科用コンポーネントの製造では、十分な仕上げを行うために、フライス加工の後に研削加工を行うことが一般的です。しかし、研削加工には時間がかかり、全体的な製造効率と柔軟性に影響を及ぼします。同様に重要なこととして、研削は研削された部品に高温と応力を発生させ、部品の寸法誤差を生じさせ、製品の強度と性能に影響を及ぼします。
研削加工は、先進の切削工具と高速フライス加工の適用により、サポートされるか、場合によっては代替されることがあります。フライス加工の目標は、バリのない外形と、要求される表面品質、完全性、寸法精度を正確に提供する優れた表面仕上げを達成することです。 研磨などの後処理がある場合、ミーリング工程で達成された明確な表面粗さと構造により、その作業にかかる時間を最小限に抑えることができます。 工具の面では、信頼性の高い長い工具寿命と最大の生産性が並行して目標になります。
代表的なアプリケーションでは、5軸加工機でボールノーズエンドミルを使用して、コバルトクロム鋳造大腿骨コンポーネントを仕上げました。高速倣い加工と高性能エンドミルの使用により、研磨工程を省くことができました。その結果、1部品あたりのサイクルタイムは11分となり、従来の方法と比較して50%の時間短縮を実現しました。また、コンディル面を研削加工からフライス加工に変更したことで、スクラップが発生しなくなった。採用された超硬ソリッドエンドミルは、専用の靭性の高い超硬グレードと硬く磨かれたTiAlSiNコーティングを備え、高い金属除去率と滑らかな切削動作を実現するよう設計されており、優れた仕上げと研磨時間の最小化を可能にしました。
マルチオペレーション
整形外科の部品は輪郭が複雑なため、特殊な工具を連続して使用しなければならないことがよくあります。例えば、脛骨トレイは通常、最大7つの加工工程を必要とします。これらの加工には、粗削り、トレイベース粗削り、トレイベース仕上げ、面取り加工、Tスロットアンダーカット加工、壁面仕上げ/面取り、アンダーカットバリ取りが含まれます。課題は、最小限の手作業で優れた表面仕上げを実現し、信頼性の高い工具性能を発揮して、生産性、コスト、品質の最適な組み合わせを実現することです。
従来、このような複数の加工を行うには、要求される輪郭、寸法、表面仕上げを実現するために開発された個別の特殊工具を使用する必要がありました。特殊工具は、設計・開発に時間と費用がかかるうえ、生産量が少ないためリードタイムが長くなり、入手しにくいという制約があります。
新しいアプローチとして、これらの用途で生産的に使用できるように標準化され、かつ整形外科業界のさまざまな類似部品に使用できる柔軟性を備えた工具を開発・使用することが考えられます。(サイドバー参照)
結論
世界的な人口動態と経済動向は、高度な整形外科用部品の需要が増加することを強く示唆しています。同時に、消費者の要望と医療部品メーカーが競合他社と差別化を図る決意が相まって、個々の患者の要望に応じた整形外科部品の開発が促進されています。驚くことに、これまで部品の製造に使われていたカスタムツールよりも専門性が低く、柔軟性があり、コスト効率の良いツールで、様々な部品の特殊性を実現することができます。
サイドバー:
標準化されたツールとアプリケーションサポートは複数のメリットを提供する
整形外科機器の設計の詳細はメーカーごとに大きく異なりますが、人体が基本的に同じであることから、製品には多くの一般的な特徴があります。従来、メーカーはカスタム工具を使用して部品を加工していましたが、複数の材料で一般的な機能を効率的に加工できる工具の中間領域が広く、生産性が高いため、カスタム工具一式を作成する必要がありました。
Secoは、医療用部品の製造工程を詳細に分析し、10年以上にわたる医療用部品加工の経験を生かして、コバルトクロム整形外科部品加工用の標準的なエンドミル製品群を開発しました。その目的は、特殊な工具ソリューションを、より柔軟で標準化された製品群に転換することでした。この工具は、さまざまな部品や材料に適用できる性能特性を備えています。
工具を標準化することで、複数のメリットが得られます。特殊工具の設計、試作品作成、テストが不要になり、大幅な時間の節約になります。標準化された工具はカタログに掲載され、セコの流通センターを通じて世界中で入手することができます。また、大量生産が可能なため、工具1本あたりのコストを抑えることができます。
新シリーズの工具は、9種類の形状で、合計39アイテムが用意されています。比較的少ない品揃えに、さまざまなサイズ、半径、寸法を追加しています。
これらの工具は、膝や股関節などのさまざまな整形外科部品に共通する特定の形状を作り出すように設計されていますが、骨プレート、脊椎部品、その他の部品にも適用可能です。9つの形状はそれぞれ、特定の機能または応用分野を備えています。荒削りや仕上げ加工、Tスロットアンダーカット、複雑な輪郭を持つ部品の精密仕上げ加工など、それぞれの用途に対応しています。
例えば、JH770は粗加工用に設計され、4、5、6フルートのバリエーションがあり、ソリッドからの粗加工やニアネットシェイプ加工を行うことができます。この工具は全長が短く、重金属除去時の剛性を最大限に高めているのが特徴です。また、JH780は4枚刃のテーパーボールノーズ(TBN)で、大腿骨顆部のボックス形状のような狭い部品の5軸仕上げに使用します。
標準化された工具は、強靭な超硬ソリッドグレード(12%Co)で製造され、SECOが自社開発した研磨済みTiAlSiN HXTコーティングが施されています。
著者について:
Jan-Willem van Iperen (Medical applications Engineer) と Ruud Zanders (Product manager) は、SECOの開発チームの一員で、医療用コンポーネントの加工に最適な標準化ソリューションを見つけるお手伝いをします。また、CAMプログラミングのサポートも可能です。
お問い合わせ先:
Jan-Willem.van.Iperen@secotools.com
Ruud.Zanders@secotools.com