Supere los desafíos del fresado de discos para turborreactores
Herramientas especializadas diseñadas para superar los desafíos únicos y las estrictas necesidades de tolerancia en la fabricación de discos para turborreactores y componentes relacionados.
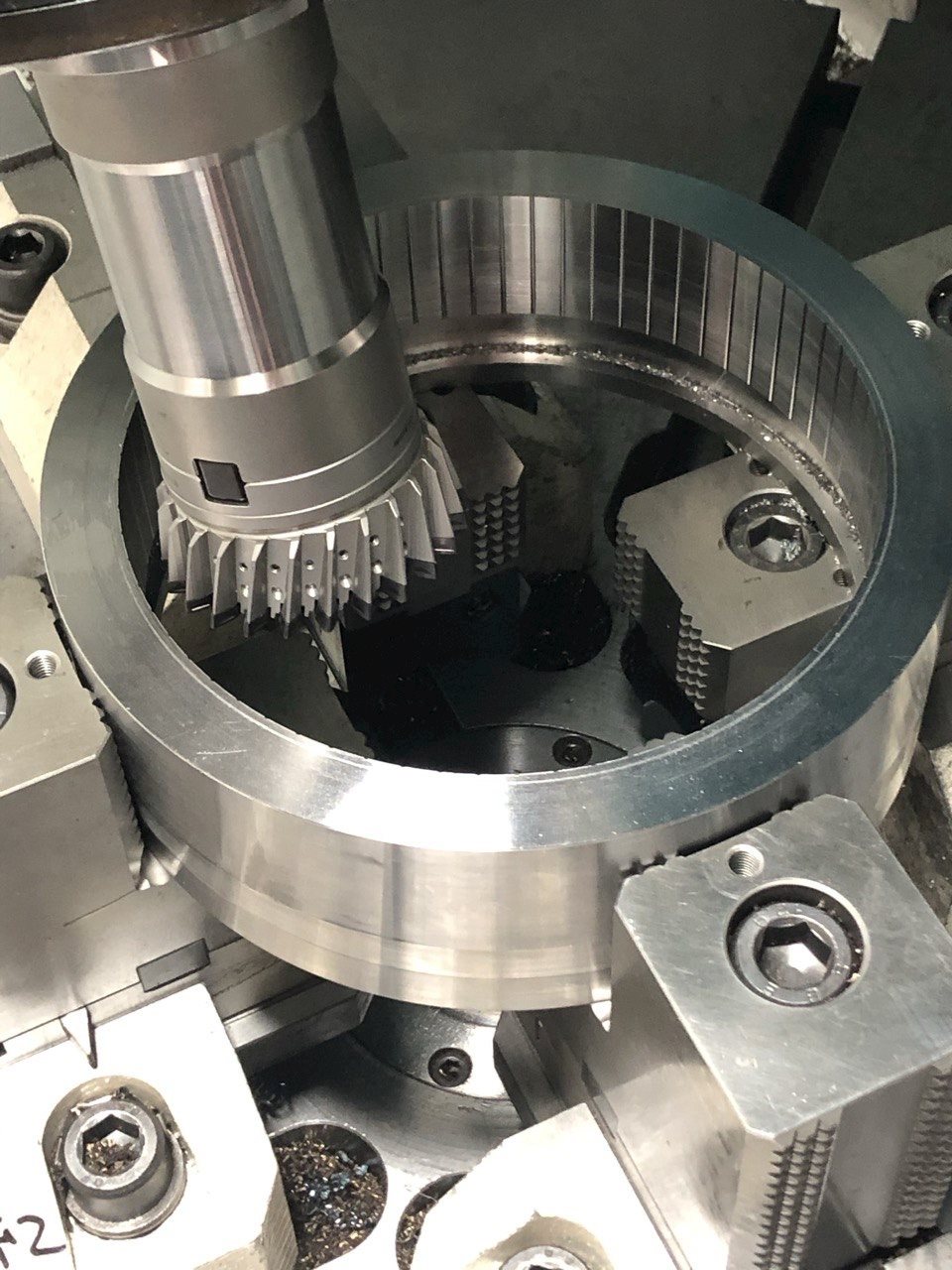
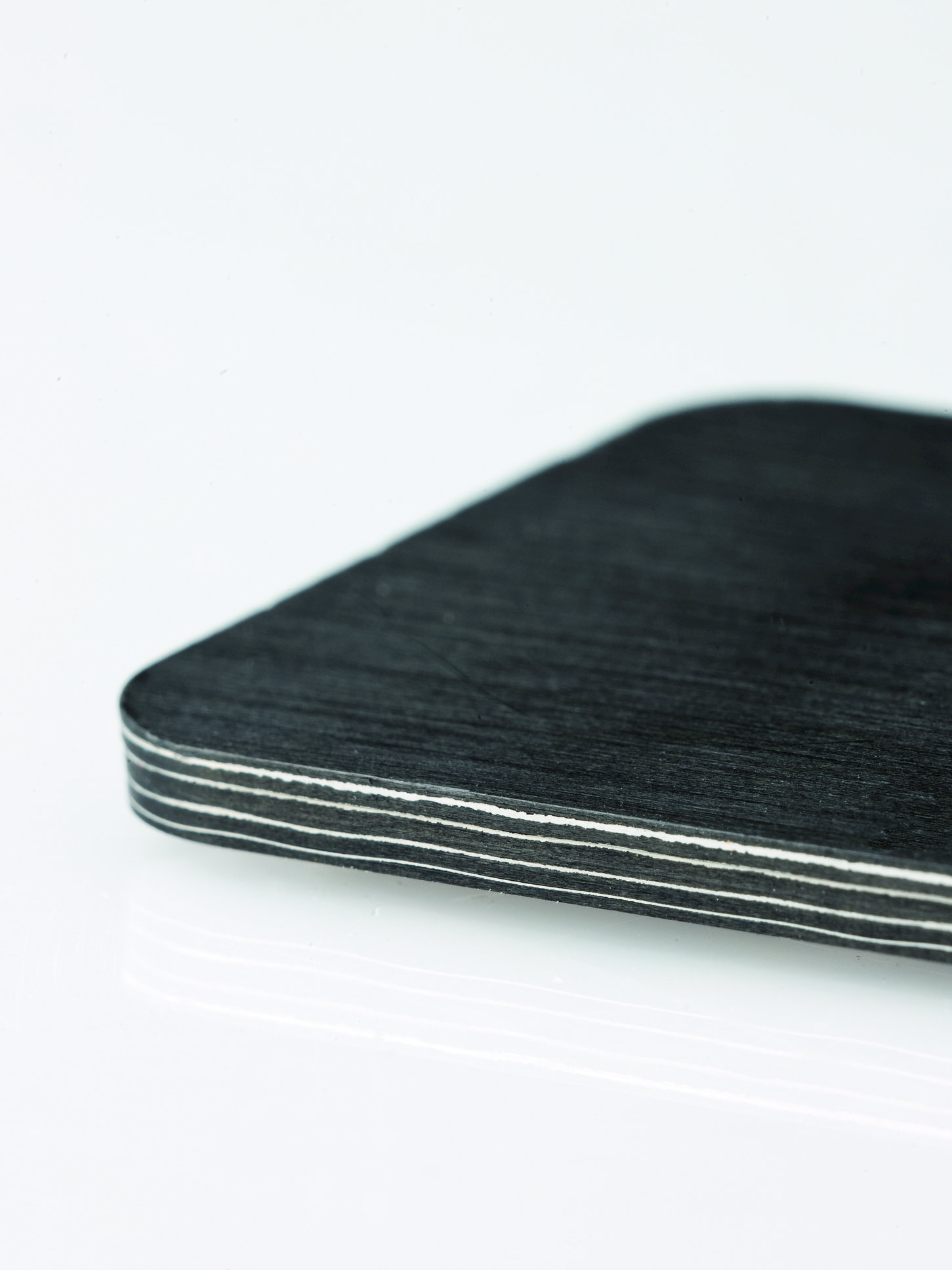
 Los discos pueden requerir entre 45 y 135 colas de milano/abeto (fir tree) y un tiempo de mecanizado que dependerá del grosor del disco. Los perfiles hembra de las colas de milano del disco y la fresa cónica o abeto coinciden con los perfiles macho de las aspas de la turbina, compresor y ventilador. En el prefresado de los discos, las fresas enterizas de metal duro de alto rendimiento de Seco , junto con las fresas específicas con perfiles especiales para colas de milano y fresas cónicas, le ofrecen un equilibrio entre tiempo, coste y riesgo. Las herramientas proporcionan altos volúmenes de extracción de viruta al acortar los tiempos de ciclo sin generar tensión en el material base del disco. Al hacerlo, también se reduce el riesgo de rotura de la herramienta, de daños en las piezas y de generación de rechazos. Para un mayor ahorro de costes y una mayor vida útil, Seco ofrece programas de reacondicionamiento y reciclaje para las herramientas de cola de milano.
Los discos pueden requerir entre 45 y 135 colas de milano/abeto (fir tree) y un tiempo de mecanizado que dependerá del grosor del disco. Los perfiles hembra de las colas de milano del disco y la fresa cónica o abeto coinciden con los perfiles macho de las aspas de la turbina, compresor y ventilador. En el prefresado de los discos, las fresas enterizas de metal duro de alto rendimiento de Seco , junto con las fresas específicas con perfiles especiales para colas de milano y fresas cónicas, le ofrecen un equilibrio entre tiempo, coste y riesgo. Las herramientas proporcionan altos volúmenes de extracción de viruta al acortar los tiempos de ciclo sin generar tensión en el material base del disco. Al hacerlo, también se reduce el riesgo de rotura de la herramienta, de daños en las piezas y de generación de rechazos. Para un mayor ahorro de costes y una mayor vida útil, Seco ofrece programas de reacondicionamiento y reciclaje para las herramientas de cola de milano.
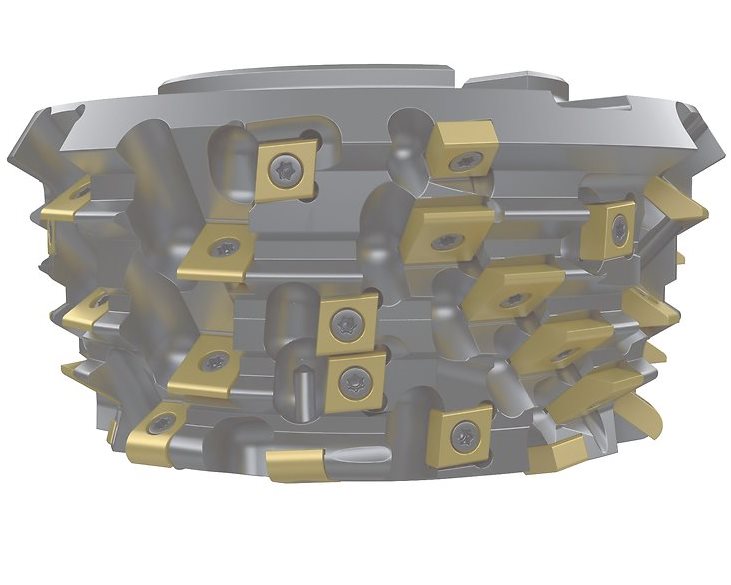
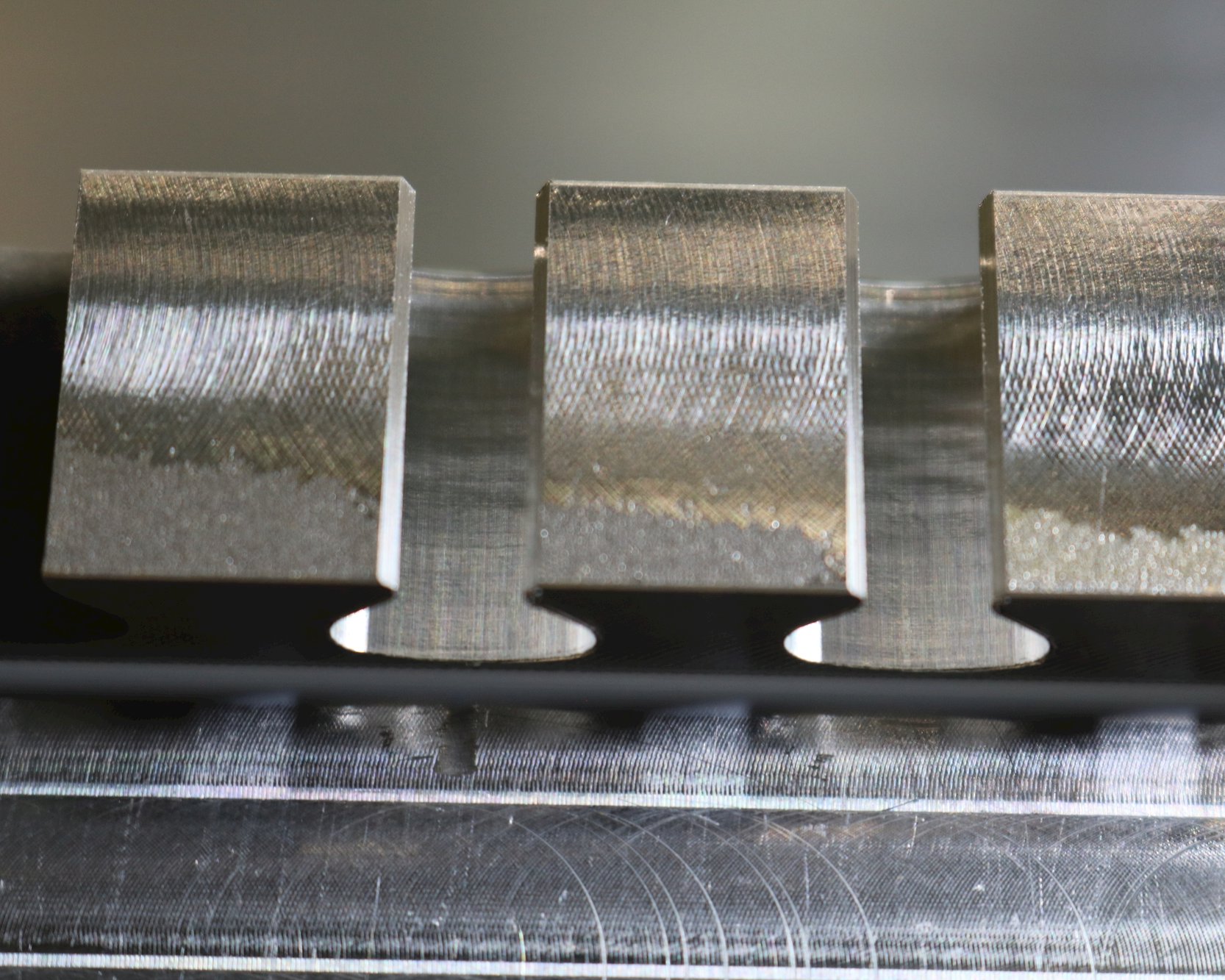 Aunque varios fabricantes aeronáuticos han cambiado al fresado de las ranuras de cola de milano del disco, otros muchos siguen estancados en el desbaste y el semiacabado con el tradicional método de brochado.
Aunque varios fabricantes aeronáuticos han cambiado al fresado de las ranuras de cola de milano del disco, otros muchos siguen estancados en el desbaste y el semiacabado con el tradicional método de brochado.
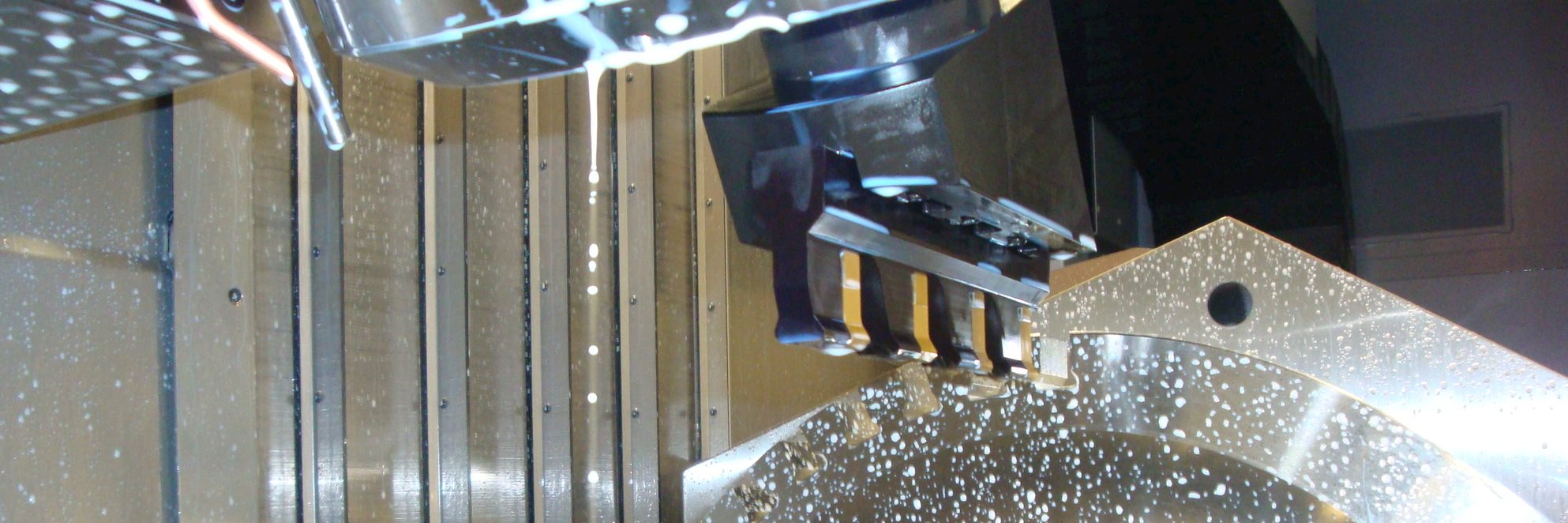
En estos casos, la combinación de herramientas y plaquitas a medida de alta calidad, como las herramientas de brochado de perfil único, junto con estrategias avanzadas de programación CNC de brochado de Seco, le permiten lograr tolerancias extremadamente ajustadas y acabados superficiales exigentes de forma mucho más rápida y en menos tiempo de procesamiento general.
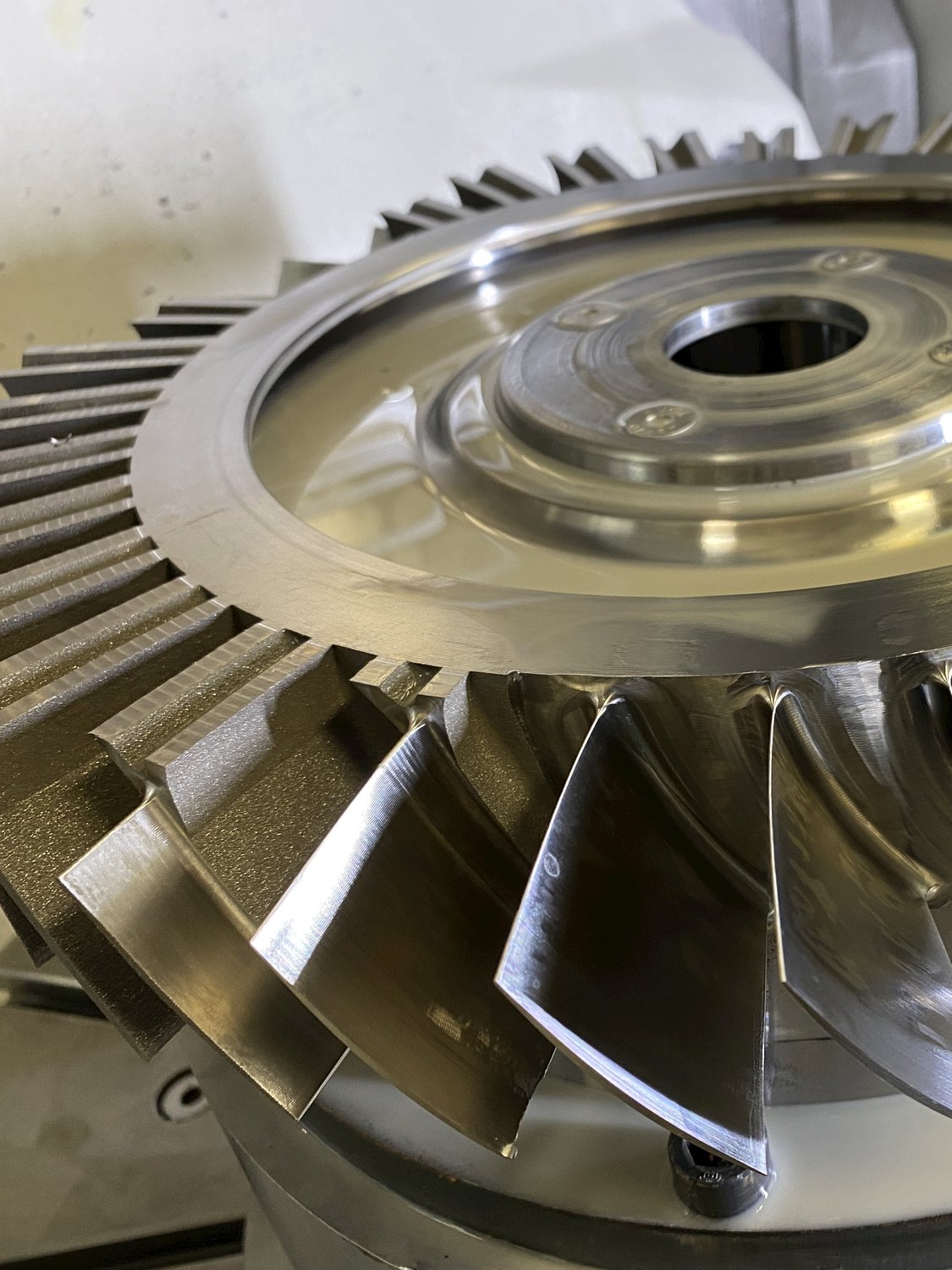
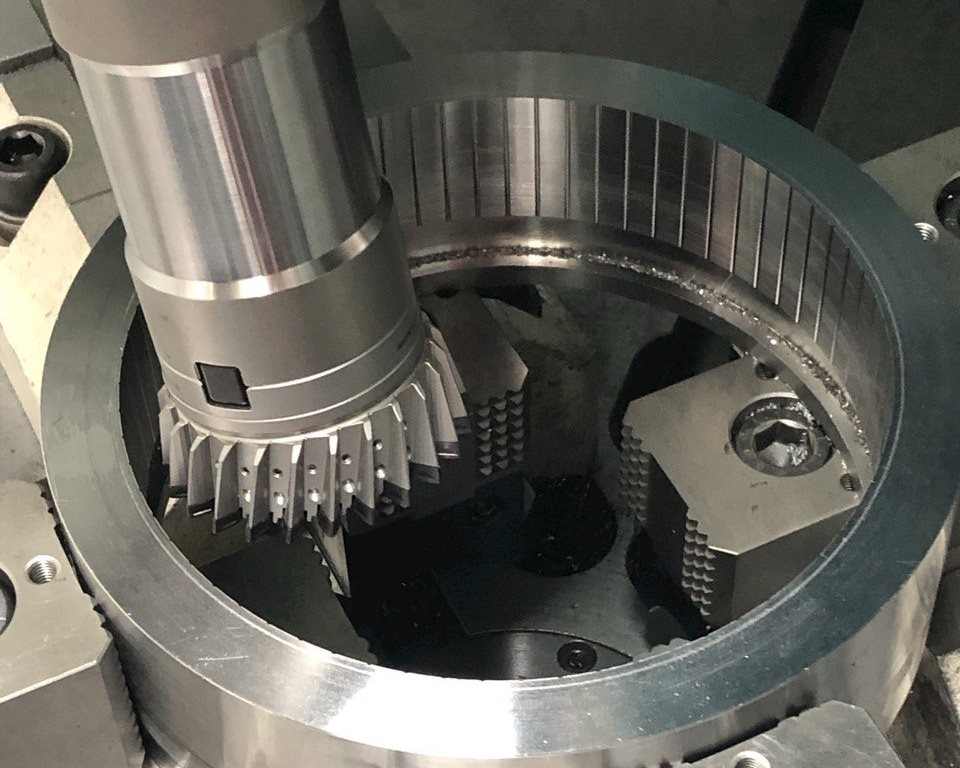
Para generar chavetas de engranajes en discos para aspas de turbinas, los fabricantes aeronáuticos utilizan máquinas de engranajes especiales u optan por el raspado de engranajes en centros de mecanizado para fresado-torneado multitarea. Al realizar el ranurado en máquinas de engranajes específicas, las soluciones para fresado de engranajes de Seco pueden acortar los tiempos de ciclo significativamente críticos para la producción de grandes lotes. Sin embargo, estas máquinas especializadas implican una mayor inversión inicial de capital, además de los inevitables cuellos de botella de producción de la instalación. También añaden otra máquina al proceso general de fabricación del disco, lo que aumenta el riesgo de errores de configuración y consume un valioso tiempo de producción.
El mecanizado en raspado de engranajes en máquinas multitarea con herramientas de raspado de engranajes de Seco aumentan la flexibilidad de procesamiento de piezas y eliminan las configuraciones que requieren mucho tiempo cuando intervienen varias operaciones de mecanizado. Con menos configuraciones/ajustes, también reduce significativamente el riesgo de suma de errores y tolerancias.
Cualquier inconsistencia en el desbarbado/perfilado de bordes de discos puede provocar fallos en las piezas y resultados catastróficos. En consecuencia, puede realizar la tarea como una operación mecanizada controlada por CNC con las herramientas de perfilado de borde diseñadas por Seco. A diferencia del desbarbado manual inconsistente, que consume mucho tiempo y además es perjudicial para los trabajadores, el proceso MEP elimina a los humanos de la ecuación realizando la tarea mediante maquinaria en entorno cerrado. La pieza permanece sujeta una vez finalizadas operaciones anteriores para mantener los puntos de referencia, garantizar la fiabilidad y la alta calidad, al tiempo que se preserva la salud y la seguridad de los operarios.
Las inversiones en equipos y tiempo que implica el desbarbado manual y el posterior cambio de herramientas para los equipos existentes. Con las herramientas MEP de Seco, podrá acceder a todas las funciones de las piezas, desde la parte superior, inferior o a lo largo de diferentes radios, para que no se pierda ningún borde.

Dependiendo del material de la pieza de trabajo, los fabricantes aeronáuticos utilizan plaquitas de cerámica o de metal duro para el torneado en desbaste de los discos. En cualquier caso, el control del flujo de viruta es obligatorio para maximizar la productividad. La combinación de refrigerante de alta presión con plaquitas cerámicas y de metal duro de Seco correctamente programados puede lograr una gestión eficaz de las virutas. De este modo, se experimenta un menor astillado, así como de rotura de plaquitas, lo que minimiza la intervención humana en el proceso y se maximiza la seguridad del proceso.
Cualquier imperfección en las superficies acabadas de los discos puede derivar en una fractura peligrosa y en fallos de las piezas. Durante el torneado en acabado, deben respetarse las tolerancias exactas y generar acabados superficiales perfectos sin generación de calor ni añadido de cantidades exorbitantes de tiempo al proceso de producción general. Para superar estos desafíos, Seco ofrece herramientas de última generación de PCBN y metal duro diseñadas para cubrir estrategias de mecanizado dirigidas a lograr superficies del disco sin imperfecciones y con altos niveles de integridad.
Como fabricante aeronáutico, considera a sus proveedores de herramientas como socios, además de una fuente de herramientas productivas. Los servicios extras con valor añadido de Seco mejoran aún más la calidad de esa relación y el valor de su producto. Los servicios de Seco incluyen el reacondicionado de herramientas para una mejor amortización de los costes, un asesoramiento especializado para ayuda en la optimización de procesos y un suministro fiable de las herramientas necesarias. Un proveedor de herramientas debe ofrecer un enfoque integral tanto de parámetros, como a nivel de máquinas, fijaciones y software CAM, permitiendo a los fabricantes optimizar todo su proceso y obtener el máximo valor.
Contacto