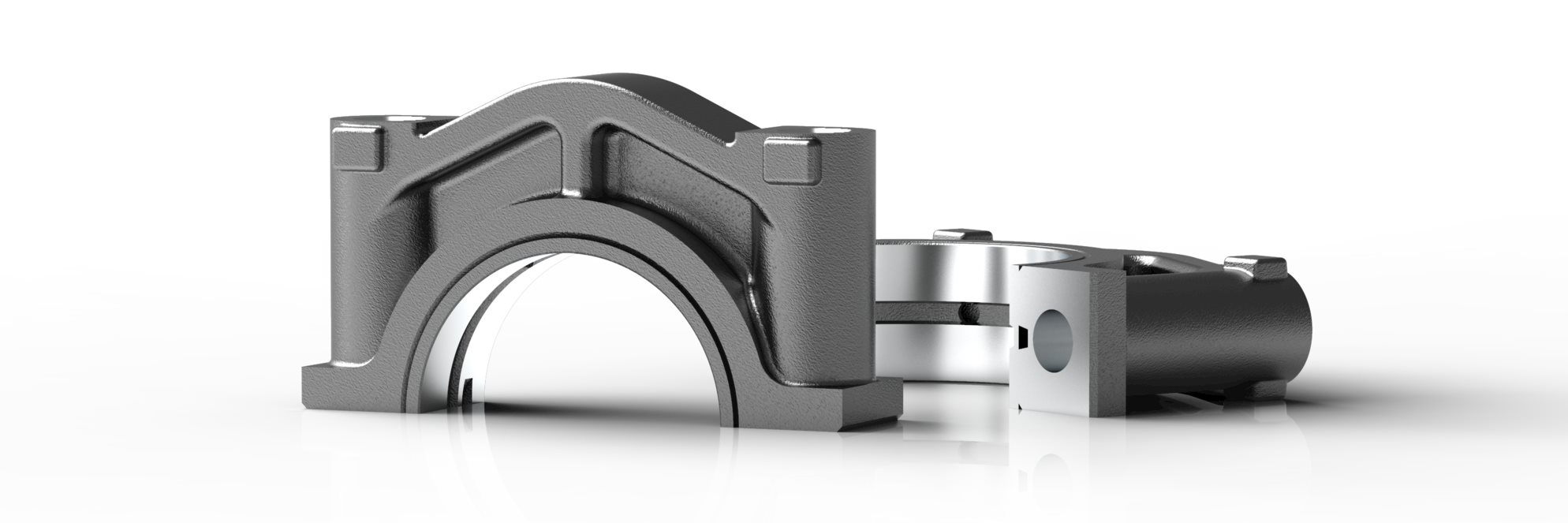
Lagerdeckel
Lagerdeckel enthalten die Hauptlager einer Motorkurbelwelle. Als Teil der notwendigen Bearbeitung werden Lagerdeckel einem anspruchsvollen Spaltverfahren unterzogen, das kraftvolle, stabile Arbeitsgänge erfordert. Die Werkzeuge zur Bearbeitung von Lagerdeckeln sind sehr komplex und häufig kundenspezifisch.
Ihre Herausforderungen
- Wirtschaftlicher und sicherer Prozess zum Anfasen von Lagern vor dem Teilen.
- Zuverlässiges Schruppen der Kurbelwellenbohrungen mit minimaler Zykluszeit.
- a) Hohe Produktivität und Zuverlässigkeit beim Planfräsen von unregelmäßigen bzw. unreinen Oberflächen und Gusshaut.
b) Hohe Oberflächengüte und Ebenheit beim produktiven Schlichten von Hauptflächen. - Maximieren der Produktivität durch Kombination von Dichtstelle und Fase in einem Arbeitsschritt.
- Senkung der Zykluszeiten zum Zapfendrehen/Schruppen.
- Erzeugung von Ansenkungen mit maximaler Produktivität und Zuverlässigkeit.
- Herstellung zahlreicher Bohrungen mit geringen Zykluszeiten, hoher Qualität und Zuverlässigkeit.
- Minimale Einstellungs- und Anpassungszeit beim Teilen von Lagern.

1. Wirtschaftlicher und sicherer Prozess zum Anfasen von Lagern vor dem Teilen.
Dieses Werkzeug nach Kundenwunsch bearbeitet alle Fasen auf dem Lagerdeckel in einem einzigen Arbeitsgang und optimiert damit die Produktivität deutlich. Eine Führungshülse stützt das Vorderende des Fräserkörpers während der Konturbearbeitung, um eine zuverlässige Leistung sicherzustellen.
Eingesetztes Werkzeug: Fasfräser
2. Zuverlässiges Schruppen der Kurbelwellenbohrungen mit minimaler Zykluszeit.
Dieses Werkzeug nach Kundenwunsch arbeitet mit der optimalen Zähnezahl zum Schruppen einer Kurbelwellenbohrung durch Eintauchen. Die Wendeplatte wird durch ein Mittenspannsystem gesichert. Die positive Werkzeuggeometrie reduziert die Zerspankräfte und minimiert die Anforderungen an die Maschinenleistung, während die Innenkühlung die Werkzeugstandzeit verbessert.
Eingesetztes Werkzeug: Tauchfräser
3. a) Hohe Produktivität und Zuverlässigkeit beim Planfräsen von unregelmäßigen bzw. unreinen Oberflächen und Gusshaut.
Mit 16 Schneidkanten pro Wendeschneidplatte führt der Double Octomill zu einer deutlichen Kostensenkung bei gleichzeitig hochwertigen Ergebnissen. Mit dem Werkzeug lassen sich Oberlächengüten mit maximaler Bearbeitungssicherheit realisieren. Das Werkzeug ist sowohl zum Schruppen als auch zum Schlichten geeignet und der Werkzeugkörper weist eine extrem hohe Standzeit auf.
Eingesetztes Werkzeug: Double Octomill Planfräser
3. b) Hohe Oberflächengüte und Ebenheit beim produktiven Schlichten von Hauptflächen.
Dank seiner super-positiven Geometrie mit einem effektiven Spanwinkel von bis zu 35 Grad ist der Quattromill das ideale Werkzeug zum Planfräsen. Ein robuster Fräserkörper mit einer Schutzbeschichtung ist bestückt mit stabilen Wendeplatten mit integrierten Unterlegscheiben zum Schutz der Plattensitze.
Eingesetztes Werkzeug: Quattromill Planfräser
4. Maximieren der Produktivität durch Kombination von Dichtstelle und Fase in einem Arbeitsschritt.
Dieses Stufenfräswerkzeug nach Kundenwunsch kombiniert Kontur- und Anfasbearbeitungen unter Einsatz einer positiven Geometrie, um die Zerspankräfte und die Anforderungen an die Maschinenleistung auf ein Minimum zu beschränken. Das ausgewuchtete Werkzeug verfügt über interne Kühlschmierstoffzufuhr, um die Werkzeugstandzeit zu erhöhen.
Eingesetztes Werkzeug: Fräser nach Kundenwunsch

5. Senkung der Zykluszeiten zum Zapfendrehen/Schruppen.
Dieses Werkzeug nach Kundenwunsch zeichnet sich durch eine integrierte HSK-A-Aufnahme zur Senkung des Gewichts und der Auskragung aus und ist daher hervorragend für hohe Vorschübe geeignet. Die positive Geometrie minimiert die Zerspankräfte und Anforderungen an die Maschine. Die ISO/ ANSI Duratomic® TK2001 Wendeplatten maximieren das Zeitspanvolumen.
Eingesetztes Werkzeug: Zapfendreh-Werkzeug nach Kundenwunsch
6. Erzeugung von Ansenkungen mit maximaler Produktivität und Zuverlässigkeit.
Dieses Werkzeug nach Kundenwunsch bietet durch den Einsatz einer positiven quadratischen Wendeplatte mit spezieller Geometrie für geringe Schnittgeschwindigkeiten eine optimale Methode zum Fräsen von Ansenkungen der Befestigungsbohrungen. Der ausgewuchtete Fräser zeichnet sich durch einen glatten Schnitt aus und wird durch das Mittenspannsystem gesichert.
Eingesetztes Werkzeug: R417.19 Plan- und Ansenkfräser
7. Herstellung zahlreicher Bohrungen mit geringen Zykluszeiten, hoher Qualität und Zuverlässigkeit.
Der Seco Feedmax Fasbohrer nutzt eine leichtschneidende Geometrie und eine spezielle Schneidkantenausführung zur Erhöhung der Prozesssicherheit und Werkzeugstandzeit, um die hohe Leistung bei winkeligem Bohrungsaustritt oder Querbohrungen zu ermöglichen. Das Werkzeug zeichnet sich durch eine reibungsarme Beschichtung aus und erreicht durch vier Führungsfasen eine erhöhte Stabilität.
Eingesetztes Werkzeug: Seco FeedmaxTM Fasbohrer
8. Minimale Einstellungs- und Anpassungszeit beim Teilen von Lagern.
Dieser Scheibenfräsersatz wurde speziell für die Trennbearbeitung entwickelt. Das Werkzeug verfügt über feste Plattensitze und positive Wendeplattengeometrien, um die Zerspankräfte zu reduzieren und die Anforderungen an die Maschinenleistung zu minimieren. Die hohe Zähnezahl und die präzisionsgeschlifenen Wendeschneidplatten der Sorte HX ermöglichen eine optimale Gussbearbeitung.
Eingesetztes Werkzeug: Scheibenfräsersatz