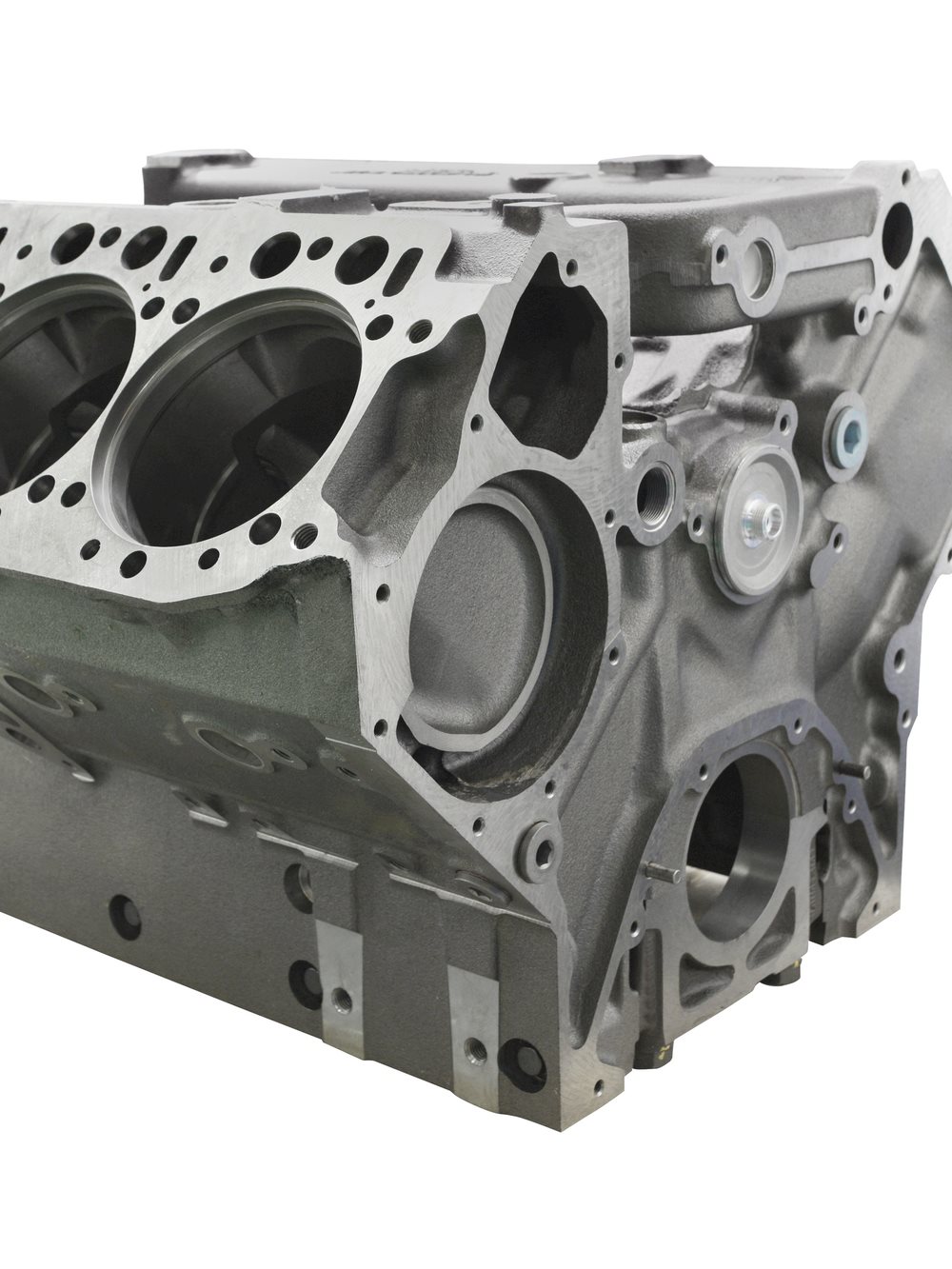
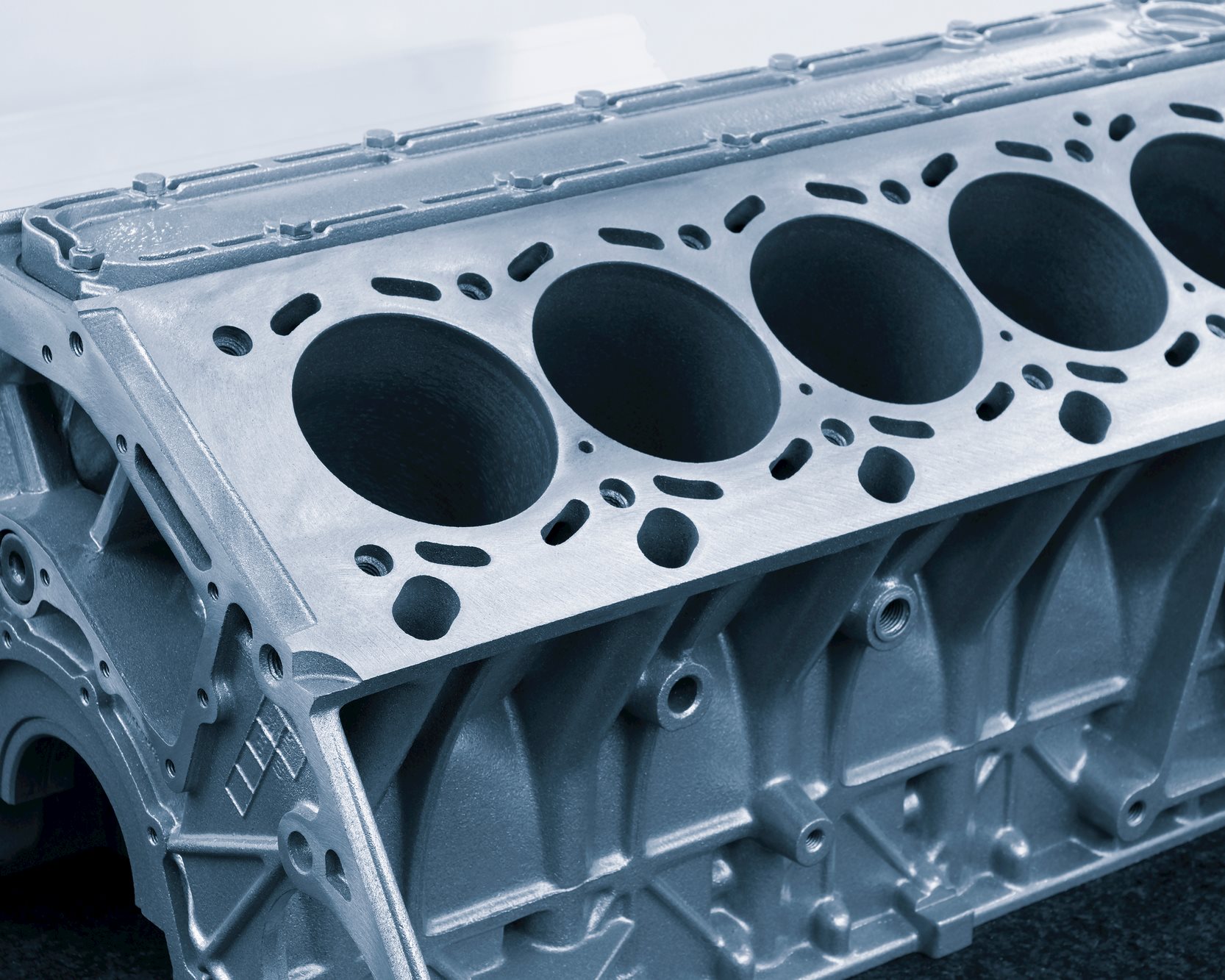
Bloc-moteur de camion
Optimisez la production de blocs-moteurs avec des outils combinés et des plaquettes standards. Réduisez le coûts des pièces avec moins d'outillage. Répondez facilement aux spécifications.Les fabricants de blocs-moteurs sont confrontés à des pressions de toutes parts. À chaque nouveau concept de moteur, ils doivent investir dans de nouveaux équipements CNC et dans l'automatisation. Lorsque les modèles de véhicules changent, il en va de même pour les installations et les outils personnalisés coûteux. Les clients exigent plus de productivité et une réduction des coûts par pièce. Dans le même temps, des facteurs politiques redessinent la carte de la production, mais les fournisseurs de moteurs n'ont qu'un accès limité au développement et à la connaissance des composants.
À mesure que de nouvelles usines voient le jour dans le monde, la concurrence pour le travail et les ressources humaines s'intensifie. Avec la pénurie de main-d'œuvre qualifiée, de nombreux outils et tâches doivent être plus performants tout en simplifiant le travail des opérateurs moins expérimentés. Chaque minute de temps de cycle économisée, chaque outil ou processus éliminé, aide les fabricants de blocs-moteurs à rester compétitifs.
Avec plus de 80 ans d'expertise dans les outils et de savoir-faire en matière de fabrication, Seco propose des solutions complètes, pas seulement de l'outillage. Notre expertise approfondie de l'industrie automobile nous permet non seulement de comprendre les besoins des fabricants de blocs-moteurs : Nous fabriquons les outils qui vous aideront à atteindre vos objectifs.
Des outils de fraisage personnalisés avec des plaquettes standard aux outils d'alésage sur mesure qui surmontent le fléchissement et le faux-rond, Seco anticipe vos attentes et les dépasse. Nous pouvons vous aider à optimiser vos réglages, votre programmation, votre production et vos contrôles grâce à nos connaissances approfondies.
La taille et le poids des pièces volumineuses, lourdes et complexes les rendent plus difficiles à usiner. Vous avez besoin d'outils plus longs pour réaliser les spécifications des pièces, ainsi que de solutions pour stabiliser ceux-ci. Vous avez besoin d'outils appropriés pour effectuer de multiples coupes interrompues sans compromettre les états de surface. Et vous voulez éviter d'avoir à recourir à des plaquettes sur mesure coûteuses.
 Seco fournit l'expertise et les outils dont vous avez besoin pour relever tous ces défis et bien plus encore. Nous fabriquons les outils adaptés à tous les aspects et à toutes les opérations de production des blocs-moteurs, ainsi que l'expertise nécessaire pour vous aider à les assembler.
Seco fournit l'expertise et les outils dont vous avez besoin pour relever tous ces défis et bien plus encore. Nous fabriquons les outils adaptés à tous les aspects et à toutes les opérations de production des blocs-moteurs, ainsi que l'expertise nécessaire pour vous aider à les assembler.
Les pièces de fonte varient par leurs dimensions et s'oxydent avec le temps. De fortes interruptions de coupe peuvent provoquer des rayures qui détériorent les états de surface. De petites fraises peuvent produire des marques de coupe lorsqu'elles se recouvrent sur des pièces de grande surface. De longs alésoirs peuvent fléchir, perdant ainsi leur alignement et leur concentricité. Les pièces à chanfreins multiples nécessitent des porte-outils et des fraises spécifiques pour les atteindre et les usiner. L'inclinaison de la broche pour compenser le décentrage des outils coupants rend difficile la création de contours spécifiques.
Un seul expert est en mesure de répondre à tous ces problèmes. Comptez sur Seco pour vous accompagner depuis la sélection et la configuration des machines-outils jusqu'à la production. Au lieu de vous proposer une longue liste d'outils et de plaquettes sur mesure, nous concevons des outils personnalisés qui utilisent des plaquettes standard. Nous vous aidons à trouver la bonne programmation pour optimiser chaque opération d'usinage. Et parce que nous comprenons l'ensemble du processus de production de ces pièces complexes, nous pouvons concevoir des solutions d'outillage complètes pour chaque phase de la production de blocs-moteurs.
 Finition de la face avant
Finition de la face avant
- Les plaquettes CBN ne supportent pas l'oxydation qui apparaît au fil du temps sur les pièces moulées.
- Des marques de coupe peuvent apparaître sur la surface en raison de la différence de dimension entre la pièce usinée et le diamètre de la fraise.
- Les faces d'appui, les alésages de cylindres et autres trous de taraudage génèrent une coupe fortement interrompue qui peut créer des marques de passage sur la surface.
- Les surfaces doivent être très planes pour répondre aux exigences des clients.
- Repoussez les limites des plaquettes CBN dans les fontes et en matière d'oxydation.
- Éliminez les marques de coupe superficielles qui apparaissent lorsque la taille de la pièce dépasse largement le diamètre de la fraise.
- Le fraisage avec des plaquettes carbure négatives offre plus de résistance lors des coupes interrompues.
- Les solutions d'outils réduisent les arrêts de production.
- Les plaquettes de raclage génèrent l'état de surface requis à des avances plus élevées qui réduisent les temps de cycle. (La longueur de la plaquette de raclage détermine l'avance maximale par tour.)
Double Octomill
Plaquettes de raclage Quattromill
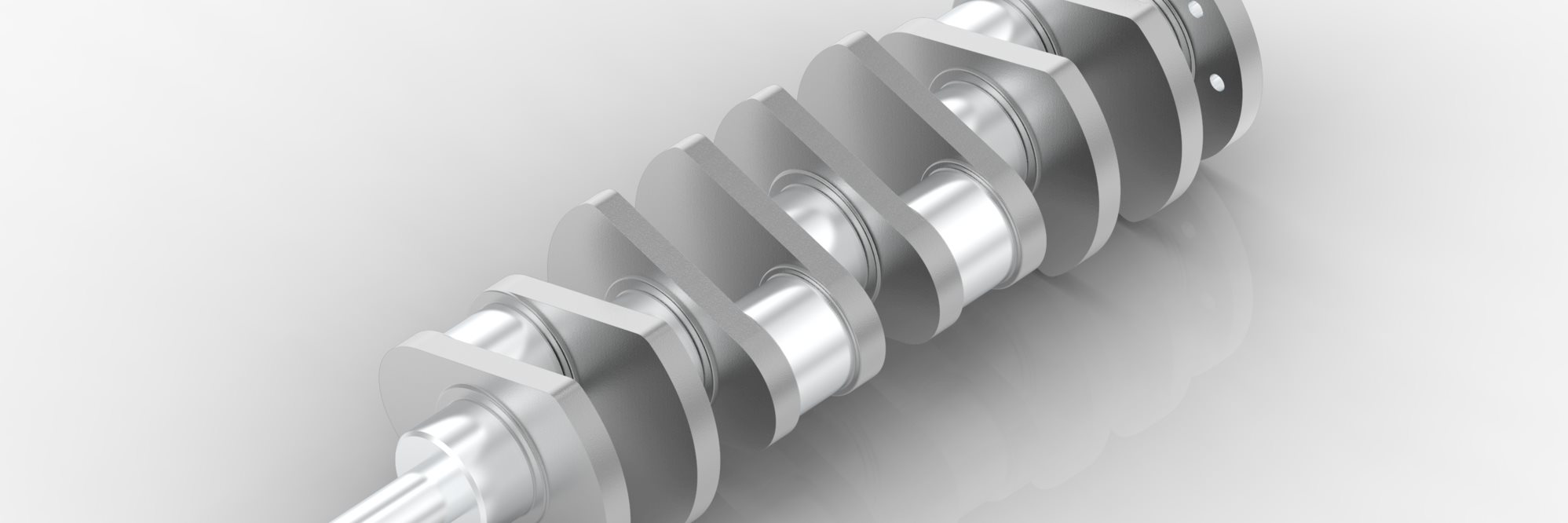
 Alésage semi-finition et finition du vilebrequin
Alésage semi-finition et finition du vilebrequin
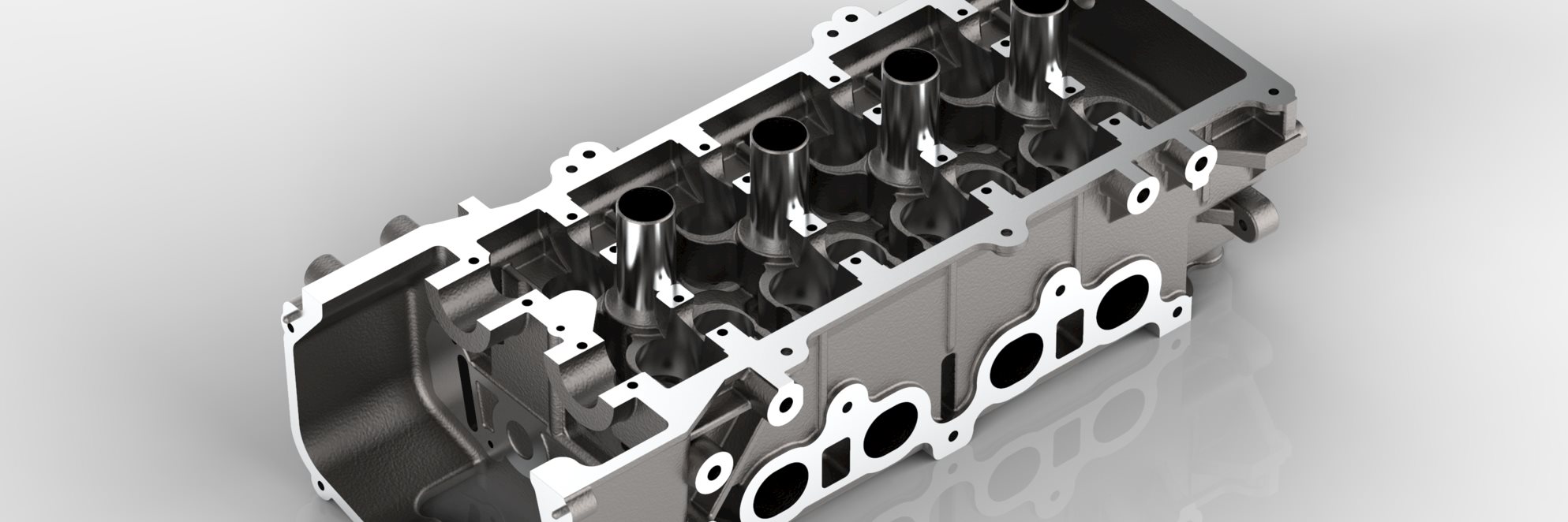
 Finition du trou de l'arbre à cames
Finition du trou de l'arbre à cames
- Répondre à des exigences élevées en matière de dimensions et de qualité des pièces.
- Obtenez des performances de production optimales avec un nombre d'outils limité
- Optimisez vos états de surface
- Une pièce très complexe nécessite des outils d'alésage longue portée.
- Les outils longs ont tendance à fléchir, ce qui réduit leur alignement et leur concentricité.
- Les états de surface de haute qualité nécessitent généralement des outils d'ébauche, de semi-finition, de finition et de "superfinition".
- Les avances relativement faibles et les outils longs prolongent les temps de cycle.
- Le faux-rond de la broche de la machine-outil doit être maintenu à un niveau très bas.
- Les alésoirs équipés de patins de guidage permettent de maintenir l'alignement et la concentricité de l'outil pour des résultats de haute qualité.
- L'adaptateur permet des réglages radiaux et angulaires pour affiner le faux-rond.
- Le centre d'alésage Seco offre des connaissances spécialisées en matière de fabrication et de contrôle.
Des outils d'alésage sur mesure
 Fraisage des chanfreins de l'alésage du cylindre, avant le montage des chemises
Fraisage des chanfreins de l'alésage du cylindre, avant le montage des chemises
- Le positionnement exact des chanfreins exige une précision géométrique.
- Cette pièce comprend différents angles de chanfreinage et des chanfreins à double angle.
- La réduction du temps de cycle passe par l'usinage simultané avec des fraises combinées.
- Les outils standard ne peuvent pas gérer la complexité géométrique de cette opération.
- Des plaquettes sur mesure augmentent les coûts.
- Les porte-outils personnalisés correspondent à la profondeur d'usinage spécifique de l'alésage du cylindre.
- Des fraises-disque spéciales usinent les nombreux chanfreins de la pièce avec des plaquettes standard, ce qui réduit les coûts.
Des fraises-disques spéciales
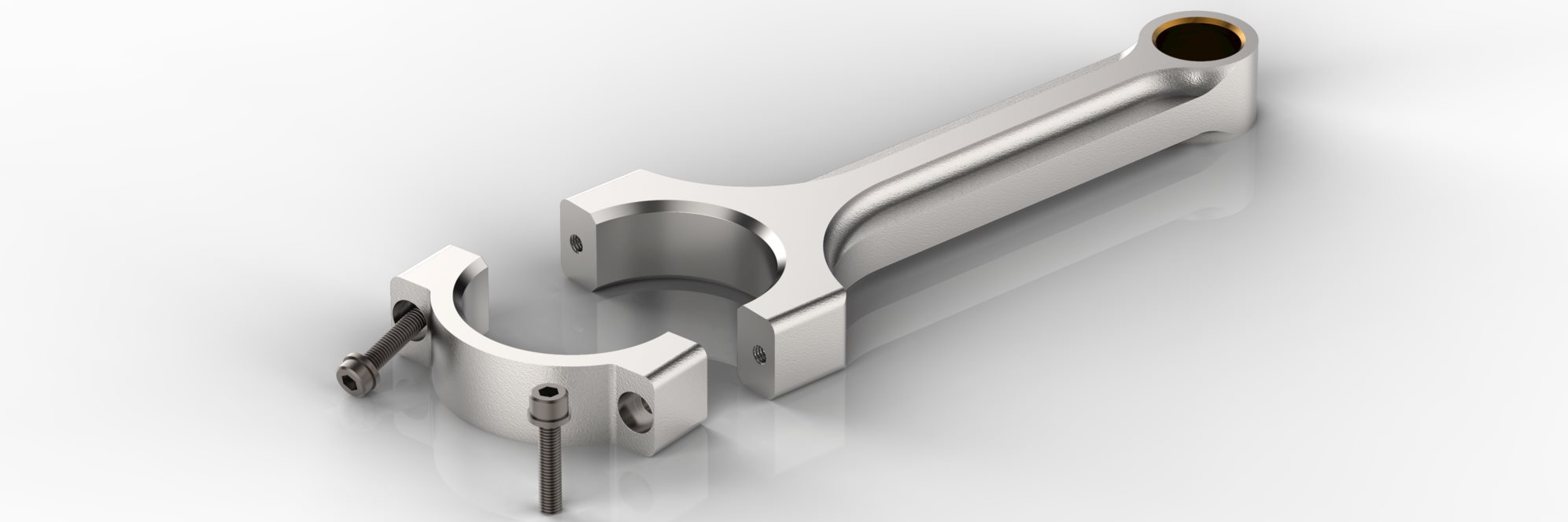
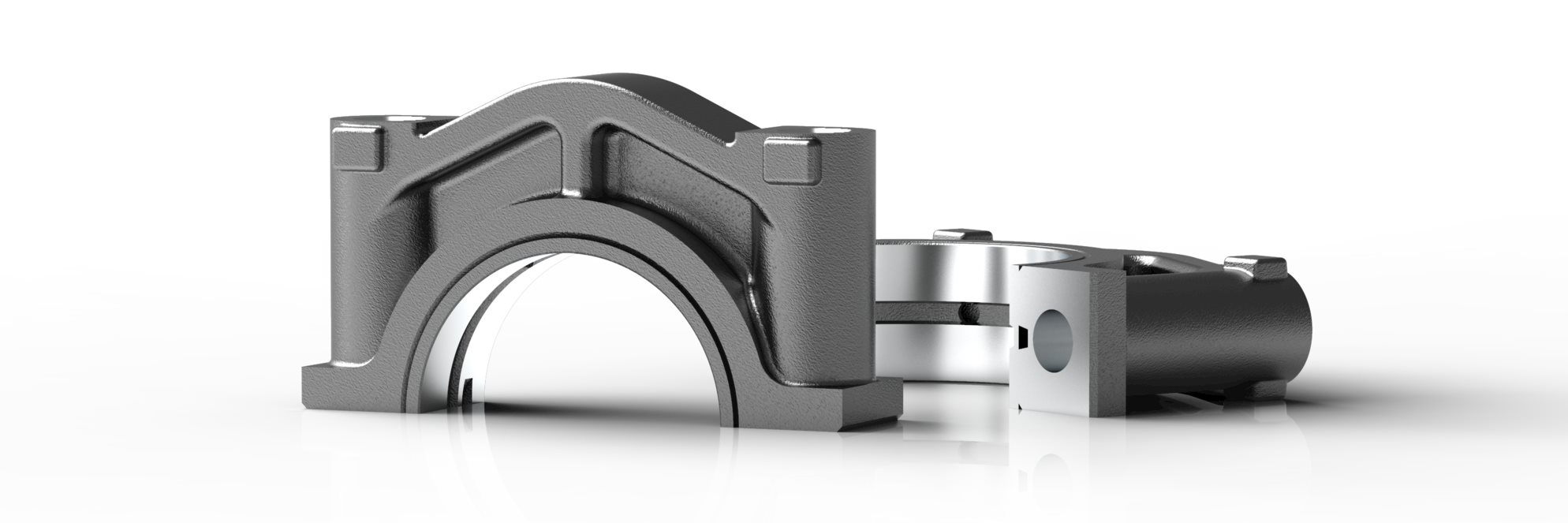
 Fraisage d'ébauche avant l'installation des chapeaux de paliers
Fraisage d'ébauche avant l'installation des chapeaux de paliers
- Les outils lourds et de grand diamètre ne sont pas centrés, de sorte que la broche de la machine-outil doit être inclinée pendant cette opération. Cela accroît la complexité de la programmation et les contraintes exercées sur le changeur d'outils.
- Les plaquettes standard ne peuvent pas recouvrir les formes de demi-trous, ce qui laisse des marques de coupe sur la surface de la pièce.
- Les plaquettes sur mesure augmentent considérablement les coûts de production.
- Remédiez à l'inclinaison de la broche et à l'absence d'outils de coupe centrés.
- Stabilisez le comportement des plaquettes.
- Permettez le recouvrement d'outils.
- Des outils sur mesure avec des logements spécifiques optimisent le positionnement de la plaquette pour le recouvrement des outils.
- Les outils sur mesure utilisent des plaquettes de fraisage standard pour réduire les coûts.
- Les plaquettes à pas variable stabilisent la coupe.
Outils sur mesure avec plaquettes de fraisage standard 218.19
Plaquettes à pas variable
Des logements de plaquettes bien positionnés permettent le recouvrement des outils.
 Fraisage d'ébauche et chanfreinage des faces d'appui
Fraisage d'ébauche et chanfreinage des faces d'appui
- Cette opération doit permettre d'obtenir un état de surface <0,8 Ra.
- La face d'appui du vilebrequin nécessite une surface chanfreinée.
- La face d'appui nécessite un diamètre de fraise et un arc de coupe spécifiques.
- L'état de surface doit être <0,8 Ra et la largeur de la face d'appui doit être précise.
- Le diamètre de la fraise et l'arc de coupe doivent correspondre aux exigences de la face d'appui.
- L'outil combiné d'ébauche et de finition accepte les deux types de plaquettes.
- L'outil combiné réduit les coûts de production.
Fraise-disque sur mesure avec logements de plaquettes chanfreinées
Fraise-disque et plaquettes combinées à droite et à gauche