Comment sélectionner la bonne nuance de fraisage pour les matériaux en acier inoxydable?
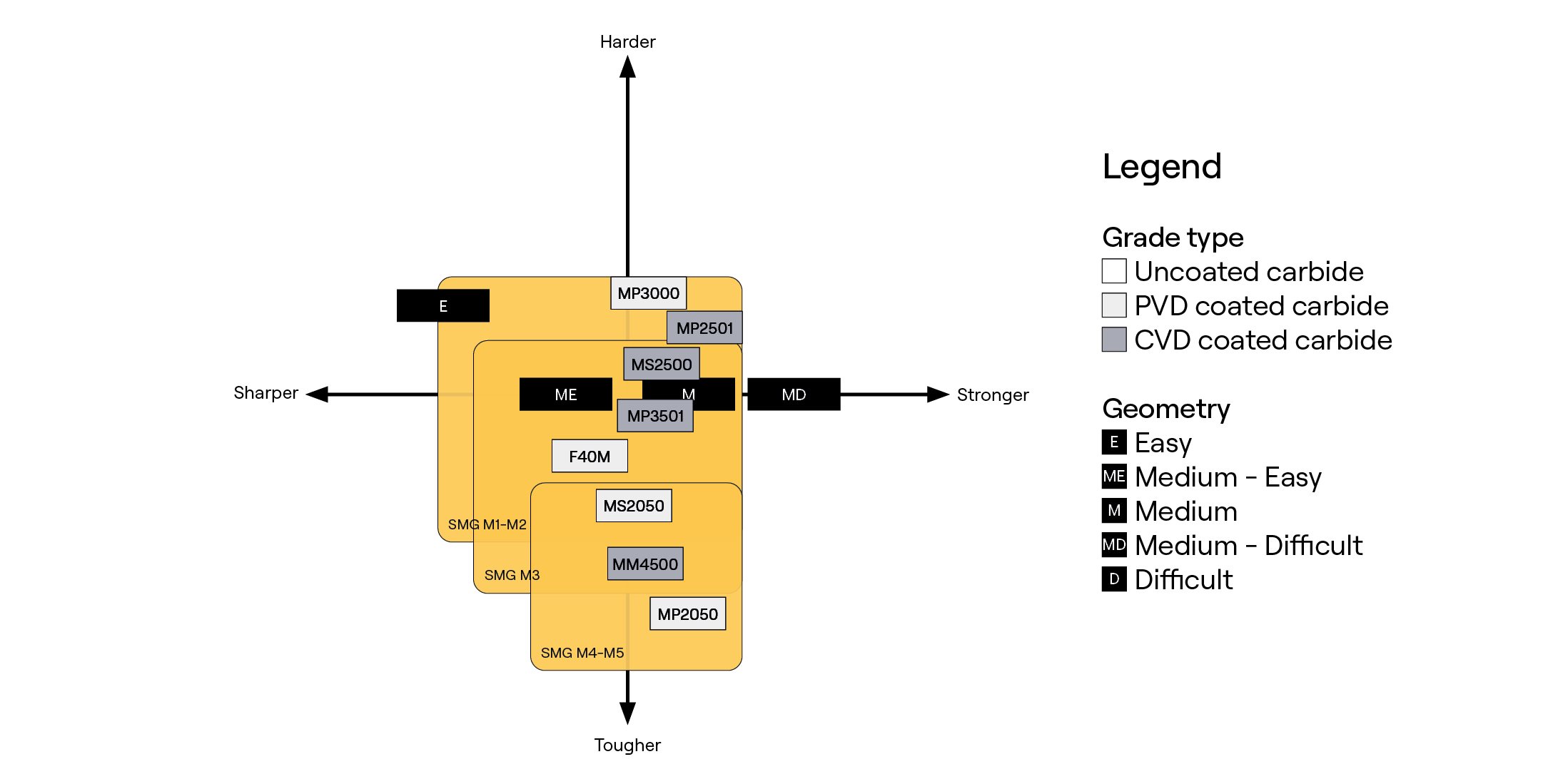
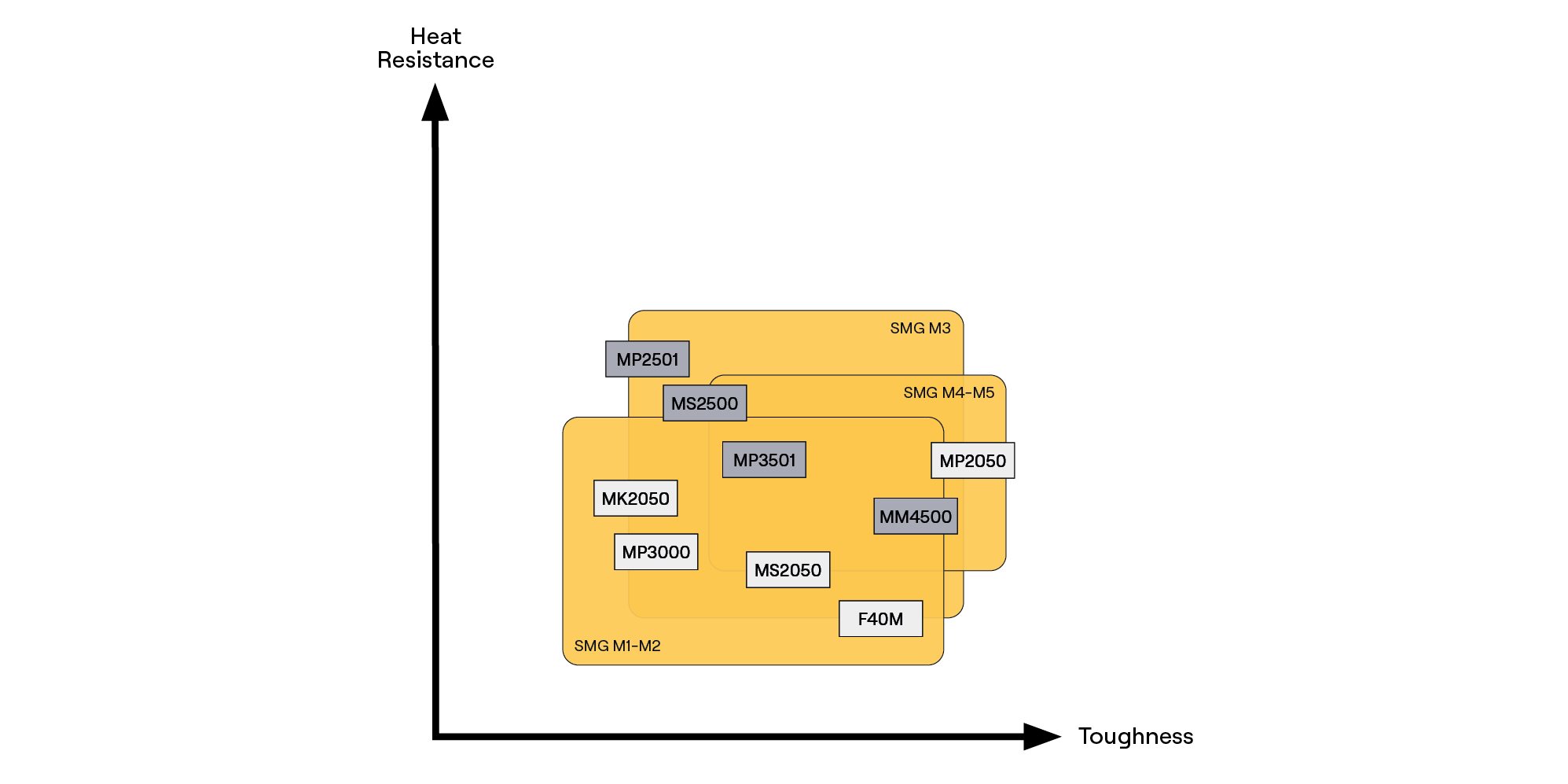
Positionnement et sélection des nuances de fraisage adaptées pour l'acier inoxydable.Le SMG M (acier inoxydable) est divisé en 5 sous-groupes, afin de saisir les caractéristiques spécifiques des matériaux et de réduire la complexité de chaque matière spécifique.
En fonction de la gamme de nuances, un premier et un second choix sont proposés pour chaque sous-groupe. Il s'agit d'une recommandation de nuance initiale, qui peut être optimisée en fonction de l'application, sur la base de la correspondance des nuances mentionnée ci-dessous.
SMG | Description | Référence | Choix de base | Choix alternatif |
M1 | Aciers austénitiques de décolletage | X 8 CrNiS 18 9 | CVD : MP3501 PVD : F40M | CVD : MP2501 PVD : MS2050 |
M2 | Aciers austénitiques faiblement alliés | X 5 CrNi 18 10 | CVD : MP3501 PVD : F40M | CVD : MP2501 PVD : MS2050 |
M3 | Aciers austénitiques moyennement alliés | X 2 CrNiMo 18 14 3 | CVD : MP3501 PVD : MS2050 | CVD : MM4500 PVD : MP2050 |
M4 | Aciers inoxydables austénitiques et duplex fortement alliés | X 2 CrNiMoN 22 5 3 | CVD : MM4500 PVD : MP2050 | CVD : MP3501 PVD : MS2050 |
M5 | Aciers inoxydables austénitiques fortement alliés difficiles et duplex | X 2 CrNiMoN 25 7 4 | CVD : MM4500 PVD : MP2050 | CVD : MP3501 PVD : MS2050 |
Découvrez ce groupe matières plus en détail
Découvrez notre gamme de produits
Carbure P30 / grains moyens
Revêtement CVD d'épaisseur moyenne Ti(C,N) + Al2O3
Couleur Argent (couche de détection des arêtes utilisées)
SMG P2 – P8 /M1 – M3 /K1 – K8
Lubrification A l'air ou avec arrosage
Application Votre premier choix pour optimiser la production en cas de fortes variations de productivité, des paramètres de coupe et des exigences des matières usinées. Alternative dans les applications pour les aciers inoxydables, avec des conditions stables et des vitesses de coupe plus élevées.
Choix de nuance plus tenace MP3501
Choix de nuance plus dure MP1501
Carbure P30 / grain moyen
Revêtement CVD d'épaisseur moyenne Ti(C,N) + Al2O3
Couleur Noir
SMG P4 – P12 / M1 – M5 / S1 – S13
Lubrification A l'air ou avec arrosage
Application Nuance dotée d'une structure de revêtement CVD résistante, avantageuse pour le fraisage d'ébauche des matériaux superalliés, des aciers à outils ainsi que des aciers inoxydables fortement alliés.
Choix de nuance plus tenace MP3501
Choix de nuance plus dure MP2501
Carbure P35 / grain moyen
Revêtement CVD médium Ti(C,N) + Al2O3
Couleur argent (détection des arêtes déjà utilisée)
SMG P1 – P12 / M1 – M5 / K4 - K8
Lubrification A l'air ou avec arrosage
Application Votre premier choix pour optimiser la production en cas pièces instables, de formes variées et de matières usinées exigeantes. Une nuance polyvalente et fiable, idéale pour le fraisage de l'acier, de l'acier inoxydable et des superalliages dans des conditions stables et instables. Il s'agit d'une alternative plus dure à MP2501 pour surmonter des problèmes tels que l'écaillage de l'arête. Convient dans des conditions d'usinage à sec ou avec arrosage.
Choix de nuance plus tenace MM4500
Choix de nuance plus dure MP2501
Carbure P40 / gros grains
Revêtement CVD fin Ti(C,N) + Al2O3
CouleurNoir
SMG P6 - P12 / M1 – M5 / S1 – S13
Lubrification A l'air ou avec arrosage
Application Nuance extrêmement dure pour les aciers inoxydables duplex, les aciers fortement alliés et les superalliages difficiles. Nuance permettant de résoudre les problèmes en cas de vibrations extrêmes ou de coupes interrompues. Peut absorber des avances et des charges de copeaux élevées, mais est plus sensible aux vitesses de coupe trop élevées.
Choix de nuance plus tenace -
Choix de nuance plus dure MP3501 / MS2500
Carbure P30 / grain ultra fin
Revêtement PVD TiAlN/TiN
Couleur Or
SMG P1 – P12 / M1 – M3 / S1 - S13 / K1 – K7 / N1 - N11
Lubrification A l'air ou avec arrosage
Application La nuance la plus universelle, capable d'usiner tous les matériaux. Haute performance dans les aciers faiblement à moyennement alliés, les aciers inoxydables ainsi que les matériaux à base de titane. Nuance revêtue PVD pour petite ou moyenne ébauche. Premier choix pour le fraisage avec des avances faibles et/ou des vitesses de coupe basses. Adaptée pour le fraisage quand il existe un risque de vibrations pour l’usinage avec arrosage.
Choix de nuance plus tenace MP2050
Choix de nuance plus dure MS2050
Carbure P30 / grain fin/moyen
Revêtement PVD TiAlN/NBN
Couleur Argent
SMG P1 – P8 / M1 – M5 / S1 – S13
Lubrification A l'air ou avec arrosage
Application Haute performance dans les superalliages et les aciers inoxydables, mais aussi dans les aciers faiblement à moyennement alliés. Importante optimisation par rapport au F40M dans de nombreuses applications. Choix de base pour l’usinage des alliages de titane. Excellente nuance pour les aciers inoxydables ou les aciers faiblement ou moyennement alliés lorsqu'une ténacité accrue est nécessaire.
Choix de nuance plus tenace F40M
Choix de nuance plus dure MP3000 / MK2050
Carbure P20 / grain ultra fin
Revêtement PVD TiAlN/TiN
Couleur Or
SMG P1 – P8 / M1 – M3 / H8 – H21 / N1 - N11
Lubrification A l'air ou avec arrosage
Application Nuance à grain fin revêtue PVD pour la petite ou moyenne ébauche en fraisage ainsi que pour les opérations de finition. Nuance idéale pour les aciers à faible effort de traction et pour des performances optimales dans les aciers trempés. Choix à revêtement PVD à H25. Optimisation en cas d'usure abrasive trop importante lors de l'usinage de métaux non ferreux à forte teneur en Si.
Choix de nuance plus tenace MS2050 / F40M
Choix de nuance plus dure MK2050
Carbure P40 / gros grain
Revêtement PVD TiAlSiN
Couleur Pourpre
SMG P11 - P12 / M1 – M5 / S1 – S13
Lubrification A l'air ou avec arrosage
Application Nuance à revêtement PVD haute performance et extrêmement résistante pour les conditions d'usinage difficiles face aux vibrations, aux coupes interrompues, aux croûtes superficielles dures et aux températures élevées. Conçu pour les aciers martensitiques, les aciers inoxydables austénitiques et les superalliages dans des conditions instables. Idéal pour les conditions d'usinage à sec, mais un peu plus sensible à la vitesse de coupe dans des conditions d'usinage avec arrosage.
Choix de nuance plus tenace MM4500
Choix de nuance plus dure MS2050
Inline Content - Survey
Current code - 5fce8e61489f3034e74adc64



